


Part 1. Descripció del sistema, trampa de gas
Part 2. El bomboler
Els articles que s’ofereixen al lector descriuen un dispositiu estacionari per carburitzar combustible líquid (gasolina). La barreja combustible resultant s'utilitza per alimentar un cremador que bufa vidre i permet la dispensació amb globus i gas principal. El principal avantatge d’alimentar el cremador amb vapors de gasolina és l’augment de la temperatura de la flama en comparació amb el propà i sobretot el gas natural. Un dispositiu de carburador estacionari, a diferència dels simples anàlegs que s'utilitzen en la protecció i la joieria, té un dispositiu bastant complex, però proporciona una major eficiència, seguretat i facilitat d'ús.
S'ha descrit anteriorment una justificació més completa i una descripció detallada dels nodes, així com la fabricació bomboler i trampes de gas. Penseu en l'últim component immediat: un dipòsit tampó o condensador de gasolina.
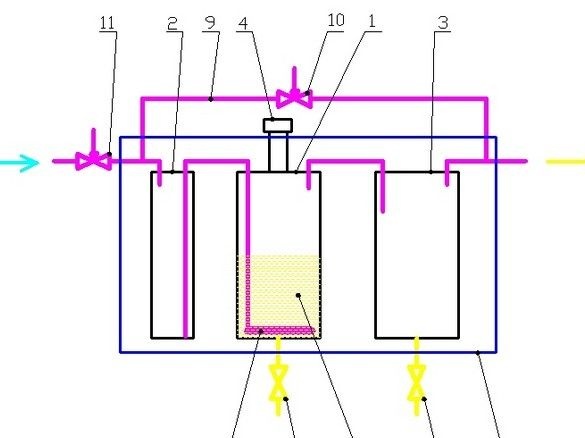
Vull recordar-ho: el tanc tampó 3, té les mateixes dimensions que el dipòsit 1. Té dos tubs curts segellats a la tapa. Un d’ells proporciona la barreja combustible des del dipòsit 1, segons el segon, la mescla es dirigeix al cremador. El dipòsit 3 serveix com a amortidor per atrapar gotes, condensació parcial i recollir gasolina si la seva evaporació al tanc 1 és massa ràpida. Això passa quan ompliu benzina fresca. A la part inferior del dipòsit hi ha una vàlvula de drenatge 8 per drenar benzina condensada. Aquesta benzina és de bona qualitat i es pot retornar al dipòsit 1.
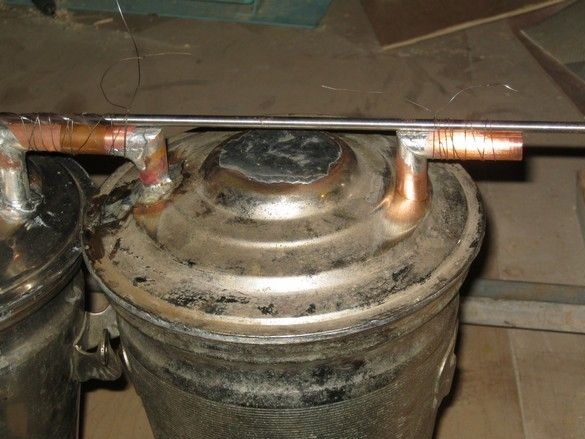
Així doncs, el nostre condensador està fabricat amb el mateix samovar elèctric de 4 litres que el bomboler. El samovar de billetes és una mica més maltractat: el cromat s’exfolia als llocs, per tant, s’ha de netejar amb més cura tots els llocs de soldadura, netejant la capa de crom i la capa de coure, amb el llautó mare.
El que calia per a la feina.
Eines, equips.
Totes les connexions es van fer mitjançant soldadura: cal un petit cremador de gas. Conjunt d’eines de banc. Coixinet abrasius de mida mitjana per polir taques de soldadura. Per a un tall precís de tubs de coure, és convenient utilitzar una serra de pèndol final o ho farà una caixa de mitra amb serra per a metall. Es trobava a la mà de la màquina elèctrica i era útil.
Materials
A més del samovar propi, es van utilitzar restes de xapa de coure i llautó, tubs de coure de 15 mm i 6 mm de diàmetre. 3 soldadura de coure estany núm. Pinzell
El samovar es va desmuntar primer, amb greix penetrant: per allunyar els fixadors acidificats i oxidats, vaig haver d’adobar. TEN va recollir dolorosament, en fragments, però res, va aconseguir. En general, el treball és molt semblant a fer un bomboler.

A la serra final, vaig fer un tall oblic sobre un tub de coure amb un diàmetre de 18 mm, de manera que cobria els dos forats a la part inferior del tanc de samovar, a partir d’un escalfador estàndard. El tall és tal que el tub s’inclina lleugerament des del dipòsit. Després de despullar-ho completament, revestir-lo amb pasta de flux i soldar-lo. De seguida, vaig treure una peça d’una aixeta de samovar de suro estàndard: la vaig escurçar i, amb l’ajuda d’un fil de coure despullat, vaig fer un enrotllament en diverses capes de la boixeta de l’aixeta de manera que entrés prou fort a l’extrem lliure del conducte de desguàs. Flux, soldadura. Vaig rentar els residus del flux amb aigua. Per cert, no hauríeu de perdre’t massa amb això: el flux és àcid i si deixeu la soldadura no venuda durant diversos dies, no podreu rentar tot el flux sense cap rastre.


El "tap" habitual de la grua, o millor dit, el seu mànec, també era un bomboler, al qual se li donava un aspecte una mica menys de pa de gingebre samovar. El mànec de cordons es desprèn amb una serra per a metall, la nansa restant està encesa amb un afilador elèctric amb la formació de dues plataformes planes. Es va perforar un forat al qual es va soldar un tros d’un tub de coure de 6 mm. Sí, amb algun tipus d’enrenou amb una grua d’aquest tipus, hauríeu d’evitar fixar la grua al con de treball del “tap”, fins i tot els petits escorcolls que poden produir-se una fuita difícil. Entre d'altres coses, l'aixeta es va modificar lleugerament: el suro es carrega de molla i gira fortament, amb alguna interferència, cosa que era acceptable per bullir aigua en un samovar, pot ser perillosa en un dipòsit amortidor amb gasolina. El perfeccionament es va reduir a soldar un llarg cargol M5 al suro, per al qual es va perforar un forat cec profund al tap. El cargol hi va entrar prou. Després de soldar i treure els residus de flux amb aigua, el cargol es va escurçar fins a la longitud requerida, deixant l'excés amb una serra de metall.




Muntatge de grua modificat: una rentadora M5 es col·loca sota la femella de l'ala, el ressort és un miracle de la bona sortència d'un petit extintor en pols. Quan feia una grua, vaig mirar enrere una de similar en un bomboler: des de la caixa de l’aparell acabat, s’enganxessin i si es fessin significativament diferents, no seria bonic.
És el moment de soldar el forat de l’aixeta regular de sortida del samovar. La zona del voltant es neteja acuradament, es selecciona un tros de coure de gruix adequat, s’aplica un flux, una soldadura, un rentat de residus àcids.


El condensador té el disseny més senzill dels interiors, es solden dues broquetes curtes a la seva coberta, una és l’entrada, una mica més llarga que la presa de sortida. Vaig fer ambdues canonades de 90 graus per avançat: els extrems de les peces de treball de tubs de coure amb un diàmetre de 15 mm es van tallar a un angle de 45 graus a la serra final, amb un petit aliment - el coure està molt calent i pot fondre les parts de plàstic de la taula. La serra hauria de ser realment feta amb ulleres o escut - els encenalls metàl·lics són molt més pesats que els de fusta - volen molt més lluny i amb força considerable. Vaig netejar els extrems tallats dels tubs, vaig aplicar pasta de flux i vaig doblegar-la sobre un maó vermell, la vaig soldar amb una torxa i vaig rentar els residus de flux amb aigua.
Va col·locar el dipòsit a una part de l'estand estàndard del donant de samovar, mentre que a l'estand va ser necessari marcar i tallar un forat per al tub de drenatge amb un disc abrasiu prim del rectificador d'angle. Després d’encaixar i encaixar, es van netejar, traspassar i soldar a tres puntes les vores que toquen.
Va preparar la tapa del dipòsit de samovar -fora forats per al pas de canonades-, després de marcar, vaig perforar els forats amb un gran trepant, de diàmetre tal que passa un fitxer rodó amb una petita osca. Va portar els forats al diàmetre desitjat, provant un tros de canonada. Resculls doblats enrotllats per a la sortida de vapor i fixació de la "superestructura" de la tetera. Invertit, a l’enclusa, amb un petit martell. Podeu pre-recuir. Després d’una neteja minuciosa, es va segellar el lloc amb els talls: es va aplicar un flux i, escalfant-se amb un cremador de gas, es va omplir amb una fina capa de soldadura.


Netejava les superfícies adjacents de la tapa i el dipòsit, aplicà el flux al lloc de soldadura i soldà la tapa. És convenient fer-ho girant el dipòsit cap per avall.

Vaig soldar la cantonada d’entrada al tanc del condensador, centrant-me en el tub de sortida del dipòsit anterior: el bomboler. Al mateix temps, els va atracar, situant-los al costat sobre una superfície plana. Vaig especificar la longitud de les canonades al seu lloc, vaig tallar l'excés. Havent netejat prèviament les peces als punts de soldar. Després del muntatge tecnològic, flux aplicat, soldat. El segon tub de sortida es va instal·lar de manera similar. Perquè ambdues canonades estiguin al mateix eix, almenys en certa aproximació, fixeu-les sobre una vareta metàl·lica plana, embolicada amb un fil prim. Llocs de racions prèviament netejades, revestides amb flux, soldades amb un cremador. Residus de flux llançats, inclosos des de l'interior del dipòsit.

Ha arribat el moment d’acollir els tres contenidors en un sol conjunt. Anteriorment, a l’hora de determinar l’alçada dels broquets, es van intentar els vasos els uns als altres, per tant, només es va aclarir la longitud de les juntes. Les nanses fixes del samovar, de les quals es fa el bufador, havien d’estar lleugerament doblegades cap als costats, en una paraula, els vasos estan el més a prop possible entre si, mentrestant, la part inferior estreta de la bombolla us permetrà ventar i aïllar el fil de calefacció amb el sensor al damunt. La longitud de les canonades s'especifica al seu lloc, l'excés es talla. Les connexions es realitzen mitjançant acoblaments estàndards: les peces d'un subministrament d'aigua de coure estaven disponibles.


Després de la soldadura, els contenidors s’han de fixar al llarg de la vora inferior. Per fer-ho, vaig fer un niu de cobertes d’acer galvanitzat - el vaig marcar en un tros de ferro amb un senzill llapis, el vaig tallar amb tisores per a metall, vaig doblar les vores, sostenir la vora de la peça entre dues juntes i la vaig fixar amb pinces. Hi va posar els nostres samovars i va delinear racions amb un llapis. Vaig netejar, aplicar un flux, vaig soldar cada estand en tres punts. Llançat de les restes de flux.
El disseny va resultar ser molt dur. No em vaig negar el plaer d’agafar l’aigua i de lluitar, emmurdir, imitar diverses situacions, funciona perfectament, qui ho dubtaria.
El treball lògic en aquesta fase de fabricació i soldadura d’un bypass amb aixeta i de connexió de fils i broquets s’ha transferit a connectar tot el dispositiu a una caixa de sorra: heu d’intentar-lo per tal de no perdre’s.
El final segueix.