


A la fusteria, a les arts i a l’artesania, periòdicament es necessiten pals rodons. Poden ser elements. manualitatsestructures de fusta, de moblespassadors, claus, fletxes per a l’arc per fi.
Com que el pal és el cos de rotació, el primer pensament en el sentit de la fabricació serà el de moler-lo en un torn, però, és més difícil afilar les peces llargues i primes, calen punts addicionals de suport per a una peça giratòria (per exemple, un descans). Bé, en general, la fabricació d’una desafortunada, per exemple, una fletxa, és per tant extremadament laboriosa i injustificada. En efecte, sembla, un procés determinat, en dos moviments. Senzill i econòmic. No requereixi una atenció especial per ell, tan mecanicista.
L’equip proposat per a la fresadora, suggereix precisament tal. L’equip és senzill, no requereix alta precisió en la fabricació. Fet de fusta, el més dur possible - el bedoll és bo. El propi procés de fabricació es divideix en dues etapes: la producció de billets quadrats de la longitud desitjada i el processament en una fresa amb equipament especial. Es necessitarà una senzilla configuració de l’equip un cop i els pals es poden fer en línia. Contra els mètodes: necessitareu una fresa manual (la més convenient) i una serra circular. Tanmateix, en els nostres temps, una eina elèctrica, de vegades força estranya, ha deixat de ser sorprenent en cap cas a casa taller.
En realitat, el procés en si sembla una cosa així.
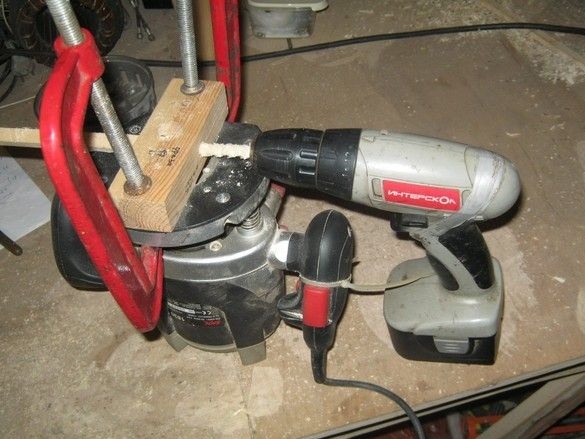
Una cartilla quadrada gira amb un tornavís i es tira sobre el molí. El tallador talla tot l'excés, resulta el cos de la revolució: un cilindre. La nostra tasca és situar l'eina i la peça a l'espai en la posició adequada.
Des del principi sobre pals. Així doncs
Es selecciona una peça de fusta de capa recta adequada. Els pals solen ser bastant prims i les capes inclinades fan que l’enganxat acabat sigui molt susceptible a la curvatura a causa dels canvis d’humitat o generalment molt febles per doblegar-se. És llarg amb un cert marge: cent mil·límetres, no és bonic, és una cua tecnològica. La fusta, basada en un ús més gran (per exemple els diocels), és la més elaborada amb la fusta de la mateixa raça que el producte.Per a les manualitats decoratives, és més estret la fusta, ja que us permetran obtenir una superfície més neta.
Vist en peces. Treball normal en una serra circular. Després de diversos talls de prova i d’ajustar l’aturada, retallem el nombre de blancs desitjat. Val la pena esforçar-se en un treball continuat: per a la fabricació d’un pal es dedica massa temps al desplegament d’eines, a l’afinació i així successivament. És millor fer algun estoc de blancs i gastar-los segons calgui. Quan treballem en una serra circular, segurament utilitzarem ulleres de seguretat o un escut transparent; si es polseguen els ulls, potser et trobes en una posició molt desagradable quan ambdues mans estan ocupades, els ulls no es veuen i és difícil demanar ajuda a causa de l’ullet d’una serra. Cuida't.

No és digne de polir petites rebaixes a les vores de les peces: els grans individuals de la superfície de les pells de mòlta es mantenen als porus de la fusta i redueixen molt els recursos de l’eina de tall que s’utilitza per processar-los encara més. En el nostre cas, freses.
Un tallador recte de petit diàmetre es fixa al collet de cargol de la fresa manual. Semicircular funciona bé. A la plataforma de la fresadora, el nostre equipament es fixa amb pinces. Si és possible, un forat gran coaxialment amb la fresa.

La sola del tallador amb fresa fixa s'instaura i es fixa en la posició en què la fresa està enrasada amb la vora inferior del forat de sortida de la barra acabada.

Organitzem prou espai al nostre voltant, arreglem la fresa o truquem a un assistent si les peces són més llargues que l’abast de les nostres mans, en aquest cas, també hauríeu de tenir cura de fixar la clau d’arrencada a la fresadora, per exemple, amb un cargol de nylon elèctric.
Engeguem la fresa i inserim la peça al forat de la cartella quadrada, la girem a mà. La cua mossegada s'envia al forat per a la paleta acabada. Servim la peça amb rotació "a mà", fins que el seu extrem es faci possible agafar la pinça d'un tornavís. Per al meu encaminador, això passa quan el final de la peça s’estén més enllà de la planta. Això és aproximadament de 100mm.
Engeguem el tornavís a la velocitat màxima, encenem el router i el tornavís de treball tirant de la peça "sobre si mateixa". Fins a la sortida completa. Comanda

Si tenim pals per necessitats tecnològiques, ho deixem, si en necessiteu de llis, haureu de polir-lo. Jo, com a propietari d’un torn de fusta, vaig tenir sort en aquest sentit. L’utilitzaré. Per subjectar el pal, faig servir un cordó de fusta casolà muntat mini placa cara. Al darrere estrenc el pal amb un centre cònic fix, sense forta pressió. Sovint s’ha de suportar un pal llarg al mig, ja suau amb només una mà o un tros de feltre.

De dos a tres nombres de la pell de gran a petit, cada número en canviar la direcció de rotació de l’eix. És a dir, desnatem una mica, apaguem la màquina, canviem el sentit de gir a l’oposat, skim el mateix número, etc.
Tot, la vareta està a punt, es treu, es talla a la mida desitjada, s’aplica.

Doncs bé, per exemple, una suspensió per a una imatge feta de llana: dues “capes” s’uneixen i s’enganxen als extrems dels pals fets.
Què es requereix per a la fabricació d’equips.
Eines
Eina de marcatge per a unió. Broques a la ploma a la fusta. Més ràpid i, més precisament, es pot fer eines amb màquines-eina, per exemple, una serra circular, un pèndol i una màquina de perforació, es poden fer amb un esforç mínim, però, gairebé no hi ha cap límit a les capacitats humanes, tot això es pot fer amb una eina manual, però cal més habilitat . En utilitzar una eina elèctrica, també es necessiten ulleres o escut, auriculars i possiblement un respirador.
Materials
Bloc de fusta dura, paperet mitjà.
En primer lloc, determinem la mida de l’equip, es desprèn de les dimensions de la fresadora, la seva sola. Intentant, haureu de procurar minimitzar el "volant" del tallador sempre que sigui possible, això reduirà les vibracions durant el funcionament, l'eina funcionarà més temps, la superfície del pal quedarà més neta.

Hauria d'esforçar-se per la "rectangularitat" de la peça. Si utilitzeu una eina manual, és millor fer-ho marcant una mica diferent. Les costelles de la peça poden ser lleugerament pelades: serà més convenient marcar-la.
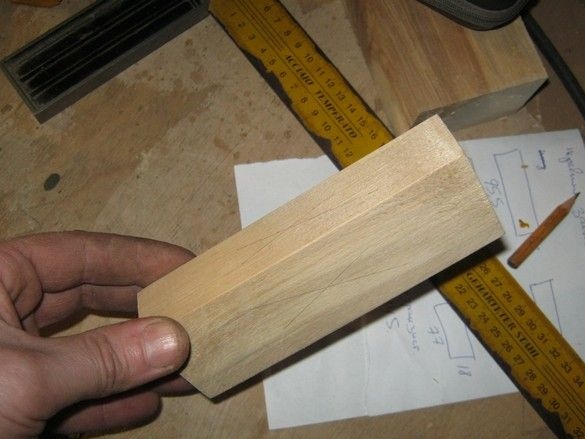
Marca el centre de cada cara.
Sí Cal determinar el diàmetre del futur pal, recomano aturar-se a 10mm. La talla és molt convenient per al taller: és ideal per a la colsió en la fabricació de mobles, els marcs, només els pals són bons per a elements decoratius d’artesania, no massa prims i es comporten de forma molt decent en el sentit de la distorsió d’un canvi d’humitat. Finalment, les perforacions habituals de torsió comuna sobre la fusta tenen un diàmetre màxim exactament de 10mm, el que és convenient.
Altres mides forats estan dissenyades específicament per a aquest diàmetre de la paleta acabada. 10mm

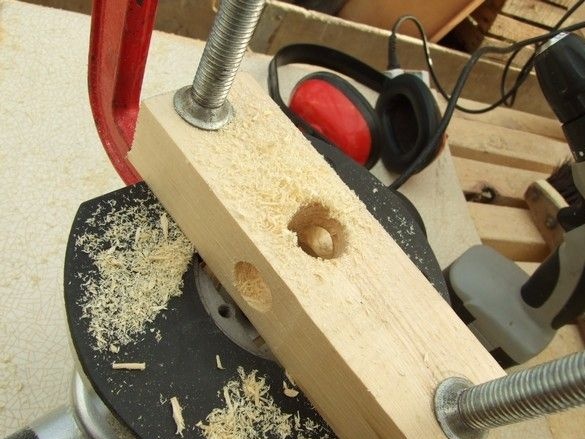
Forem a velocitats màximes: el forat és més net. Perquè la sortida no tingui una vora lleugera i tancada, només foradem fins a la meitat de profunditat.

El passador guia del trepant de la ploma surt per altra banda molt abans que el trepant passi completament, cap a aquest petit forat, girant la peça, ens orientem cap al centre de la perforació.

Ara es perfora forats amb un diàmetre de 16 mm i 10 mm oposats a cares estretes. Pel que fa al forat gran del tallador, es poden compensar lleugerament, això no és imprescindible, però, en relació amb els altres, hi ha d’haver pi, en cas contrari l’enganxament es pot confondre.
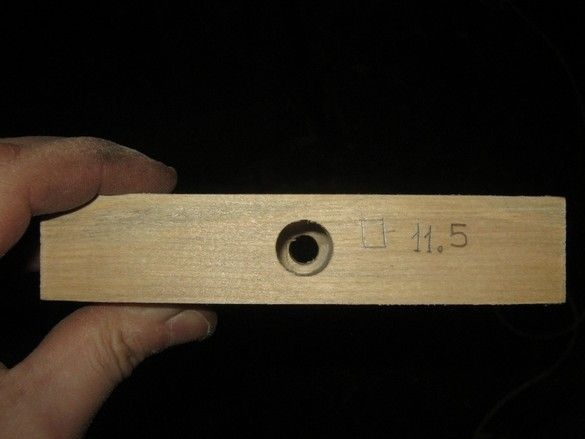
Els possibles rebombors a les vores dels forats es polien lleugerament. El forat per a la peça, és millor signar, de manera que després serà dolorós no recordar la mida.
