

Si voleu fer un ganivet senzill però de gran qualitat fes-ho tu mateix, podeu consultar aquesta instrucció. Si es compara aquest ganivet, té un aspecte senzill i elegant, és fàcil de muntar casolans amb els altres. En el procés de fabricació, la fulla passa a endurir-se, cosa que fa que el ganivet es mantingui mullat durant molt de temps i s’aguditi bé.
Per facilitar-ne la fabricació, cal un polidor de cinturó, sense que el procés de formació de bisells i rectificat serà llarg i tediós. Per fer aquest ganivet, necessitareu acer alt en carboni, pot ser de 1095 o 1070. L’autor va escollir 1070 d’acer.
Materials i eines per fer un ganivet:
- acer 1095 o 1070;
- paper, bolígraf (o una plantilla de ganivet a punt);
- fusta, banya de cérvols (o un altre material per fer una ploma);
- pins de coure o llautó per fixar el mànec;
- rectificadora de cinturons;
- perforar amb perforacions (preferiblement una màquina de perforació);
- un forn o una altra font de calor per endurir l’acer;
- fitxers, paperera de diferents mides de gra, WD-40, etc .;
- oli de lli per a impregnació del mànec;
- màquina de tall de cintes (en el cas més extrem, una molinet i molta paciència).
El procés d'elaboració d'un ganivet:
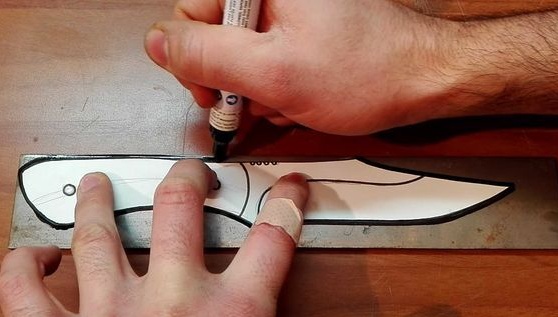
Primer pas. Billet
En la fabricació de qualsevol ganivet, tot comença amb una plantilla. La plantilla es pot descarregar prèviament i simplement imprimir en una impressora. O pots desenvolupar el teu propi. A continuació, s’ha de tallar la plantilla i enganxar-la a la xapa de metall a partir de la qual es farà la peça. O simplement podeu fer cercles amb la plantilla, però treballar amb paper és més senzill.

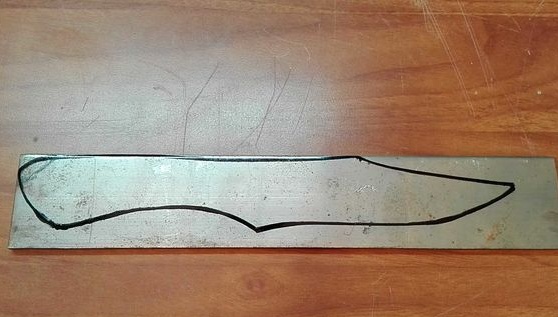


A continuació, comença la part més difícil, cal tallar el perfil principal del ganivet. Si no teniu una màquina de tall de cintes, com l’autor, aquest procés serà més difícil i llarg. Teòricament, el treball es pot realitzar amb una rectificadora ordinària.
Pas Segon Fora forats
A la següent etapa, l’autor excava forats pels passadors que subjectaran el mànec. Com a mínim, hi ha d’haver dos pins d’aquest tipus. Però per bellesa se’n poden fer i molt més. Els forats són foradats convenientment en una màquina de perforació. Seleccioneu el diàmetre en funció del gruix dels pins.


Tercer Pas Mòlta de la peça
Abans de triturar la nostra peça, primer haureu de treballar una mica amb un fitxer. Amb ell, haureu d’eliminar les rebaixes que es van formar després de la perforació.A més, si les vores són massa rugoses, podeu triturar-les amb cura amb un molinet. Bé, llavors una poladora de cinturó arriba al rescat. Processem detingudament el perfil al damunt per tal que en forma esdevingui la forma en què estava pensat originalment.


Quan es treballa en una màquina de cinta, és imprescindible utilitzar un respirador i és recomanable portar ulleres de seguretat, ja que es genera molta pols metàl·lica. Tot i que la nostra fulla patirà un enduriment, no és necessari permetre un sobreescalfament excessiu del metall.
Quatre pas Formem bisells
El següent pas és la formació de bisells i aquesta activitat es pot considerar la més responsable. Les característiques de tall del ganivet i la facilitat que serà de moldre en el futur depenen de l’angle d’afilar. Per tal que el ganivet talli bé, la fulla ha de ser prima, i perquè el ganivet talli bé i sigui fort, la fulla ha de quedar més gruixuda.


També és important recordar que si la fulla metàl·lica és massa prima abans d’endurir-se, s’escalfarà massa i l’enduriment resultarà de mala qualitat o no funciona del tot. Per tant, és millor formar primer el perfil principal dels bisells i després modificar-lo en una molinet de cinturó, i preferiblement a mà.
Per tal de formar els bisells correctament, primer heu de dibuixar una línia a la peça i després, centrant-vos en aquesta línia, triturar el metall. En general, aquí necessitareu algunes habilitats amb una picadora.
Cinquè pas Temperem la fulla
Ara necessitem endurir l’acer, de manera que es torna elàstic i el metall no es doblarà quan tallem objectes sòlids, a més, el ganivet aguantarà bé l’enduriment. La temperatura de picat es selecciona segons el tipus d'acer. Si parlem d’acer amb un alt contingut en carboni, normalment s’escalfa fins a una temperatura de fins a 800sobreC.

Per entendre la temperatura a la qual s’escalfa el metall, si no sabeu quin tipus d’acer és, podeu utilitzar un imant permanent. Tan aviat com l’imant deixa d’atreure’l a mesura que l’acer s’escalfa, l’acer es pot refredar.
També podeu determinar la temperatura de calefacció desitjada mitjançant una escala de colors especial.
El metall sol refredar-se en oli, en casos rars, l’acer s’acaba entre dues plaques, a l’aigua o a l’aire.

Després de l’enduriment d’acer, hi ha un truc més: es tracta de la trempada d’acer. Si no s’allibera l’acer, la fulla pot caure en petites peces quan es deixa caure, ja que el metall serà massa fràgil. Perquè sigui més resistent a la tensió mecànica, col·loquem la fulla al forn amb una temperatura d’uns 200 ºCsobreC. A continuació, s’ha d’escalfar el nostre ganivet durant una hora i, després, refredar amb el forn. Com a resultat, es produirà un tremp metàl·lic.

Com a conclusió, vull recordar-li que el petroli que tregui no ha de ser fred, sinó que pot ser massa espès. Si l’oli és espès, potser haureu d’escalfar-lo.
Pas sisè Neteja de fulles
Després d’extingir el petroli i escalfar el metall hi haurà molta contaminació. Com afrontar-los, aquí tothom decideix per si mateix. Podeu caminar lleugerament sobre acer amb una polidora de cinturó i, després, acabar el metall de forma manual. O, armat amb paperera i WD-40, podeu netejar el metall manualment.
L’autor es va fixar com a tasca de polir l’acer per lluir un mirall. Llavors va necessitar una roda de polit amb pasta.

Setè pas. Instal·lació de mànec
L’autor fa un bolígraf de fusta, però podeu triar el material al vostre gust. Primer cal agafar dos espits, apretar-los amb pinces i després foradar dos forats, primer i al final. Aquests forats han de coincidir amb els forats de la part metàl·lica. Convé treure els forats de l’acer amb un trepant per netejar-lo. Bé, llavors la cola epoxi arriba al rescat. S’ha d’aplicar sobre tota l’àrea en dues meitats i, a continuació, estirar amb cura amb les pinces o serrellades en un vici.Al mateix estadi, no s’ha d’oblidar de picar els pins a les nanses.





Pas vuit L’etapa final del muntatge de ganivets
Quan la cola epoxi estigui completament seca, es poden treure les pinces i ara es torna a enviar el ganivet per moldre-les. Aquesta vegada, amb el molinet, cal que configureu el perfil del mànec. Doncs bé, aquest paràmetre que tenim correspon al perfil de la fulla, on s’uneix el mànec de fusta. Així, només cal anivellar la fusta a nivell de metall. Es pot definir un perfil rugós amb una rasp.
També haureu d’eliminar totes les rebaixes, cops de foc, etc. Al final, cal que el mànec estigui perfectament suau. Això es fa reduint la graella en una polidora de cinturó. També és aconsellable moler el mànec a mà amb fina paperera.




Quan el bolígraf estigui a punt, haureu de protegir-lo de la humitat. Llavors, l’oli de lli arribarà al rescat, han de remullar completament la ploma. A més de protecció, també decorarà el seu aspecte. També és important tenir cura de protegir la fulla si és de metall que s’oxida ràpidament.
Tot això, el ganivet està gairebé a punt, el darrer pas queda: esmolar. L’autor afina el ganivet a l’estat de la fulla. Hauria de tallar paper no pitjor que un ganivet clerical. Per tal d'esmolar fina, podeu utilitzar pedra d'aigua o poliment al voltant.
Si voleu fer que el vostre ganivet sigui únic, podeu gravar-hi o gravar la inscripció desitjada.