
Molts de vosaltres sovint heu de treballar amb xapa, en el procés de fabricació de buits cal tallar-lo de manera ràpida i eficaç.
En aquest article, l’autor de YouTube de Samodelki Vitmana t’explica com va fer talladores de metall.

Aquest projecte és bastant senzill de fabricar i no requereix soldadura ni tornejat.
Materials
- Placa d'acer d'un ressort d'automòbils
- Cinta d'acer 30X8 mm
- M10 cargols, rentadores, femelles
- Paper de lija
- Pintura en esprai.
Eines utilitzat per l’autor.
— Búlgar
- Discos de tall i tall de pètals
- Perforadora
- Llisa de cinturó
- Visca, pinça vernier electrònica, nucli, clau.
Procés de fabricació.
Com a ganivets per això accessoris L’autor va triar dos retalls d’un vell ressort del cotxe. El seu acer és prou resistent i pot suportar tensions fins i tot greus al límit de tall. S'utilitzarà una tira d'acer de 30X8 mm per al mànec. També es pot substituir per una canonada de perfil 20X20 mm, de manera que serà encara més convenient.


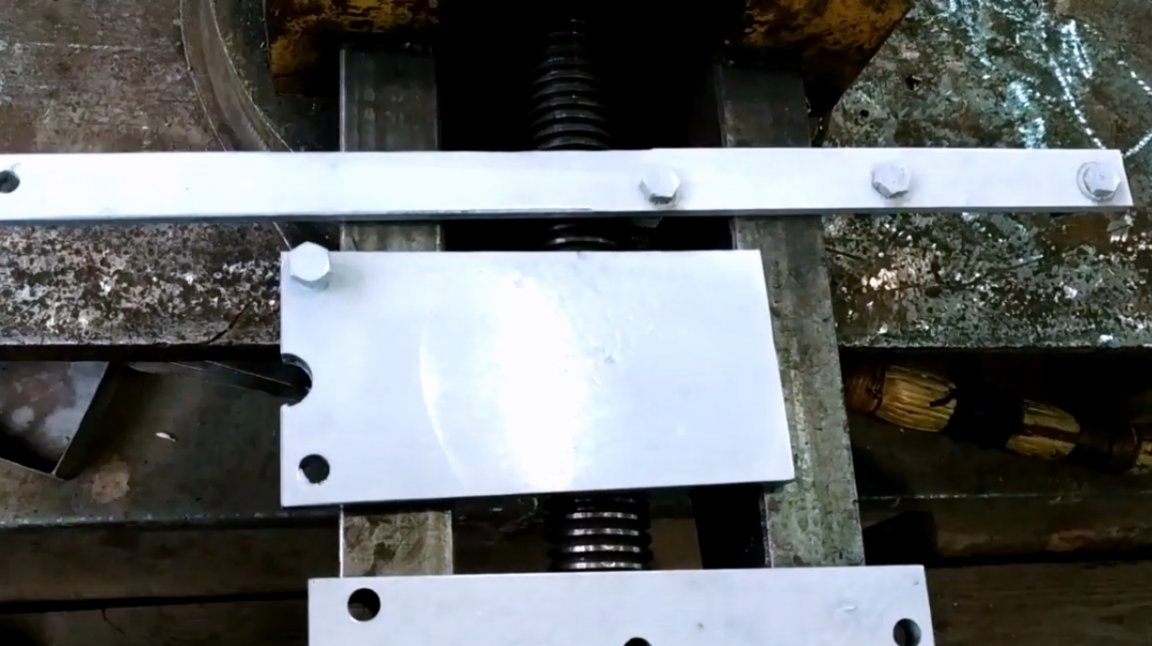
El primer pas sobre el ganivet mòbil és marcar i pivotar el lloc del cargol de connexió M10.



La peça es fixa en un vici i es perfora un forat amb un diàmetre de 10 mm.



El mestre també perfora tres forats de cargol en una tira d'acer.


Així doncs, el primer ganivet i el mànec estan preparats per a un posterior processament.

Ara es realitza marcatge i punxatge dels futurs forats d’aparellament del ganivet.



Els forats són perforats amb la mateixa perforació a 10 mm. Després d'això, l'autor comprova l'alineació.



Després d’haver forat un forat a la cantonada d’un ganivet fix, l’autor poleix la seva superfície amb paper esmerilat de gra fi amb una polidora de cinturó. Als dos ganivets heu d'aconseguir un avió més uniforme.


A continuació, utilitzant els discos de mòlta i solapa, el mestre fa que les fulles baixin amb un lleuger angle (uns 15 graus) i poleixi les seves superfícies. En aquesta fase, és extremadament important no escalfar el metall, si no, perdrà la seva força i s’haurà d’endurir de nou. Per a la refrigeració, podeu utilitzar aigua plana o gel.


Com a resultat, tots dos ganivets estan gairebé a punt.




A la següent etapa, l’autor cobreix el producte amb pintura en aerosol, a excepció de les superfícies interiors i baixades de ganivets.

Després que la pintura s’assequi, el mestre comença el muntatge. En primer lloc, connecta el mànec al ganivet amb l’ajut de tres cargols M10 i les rentadores.
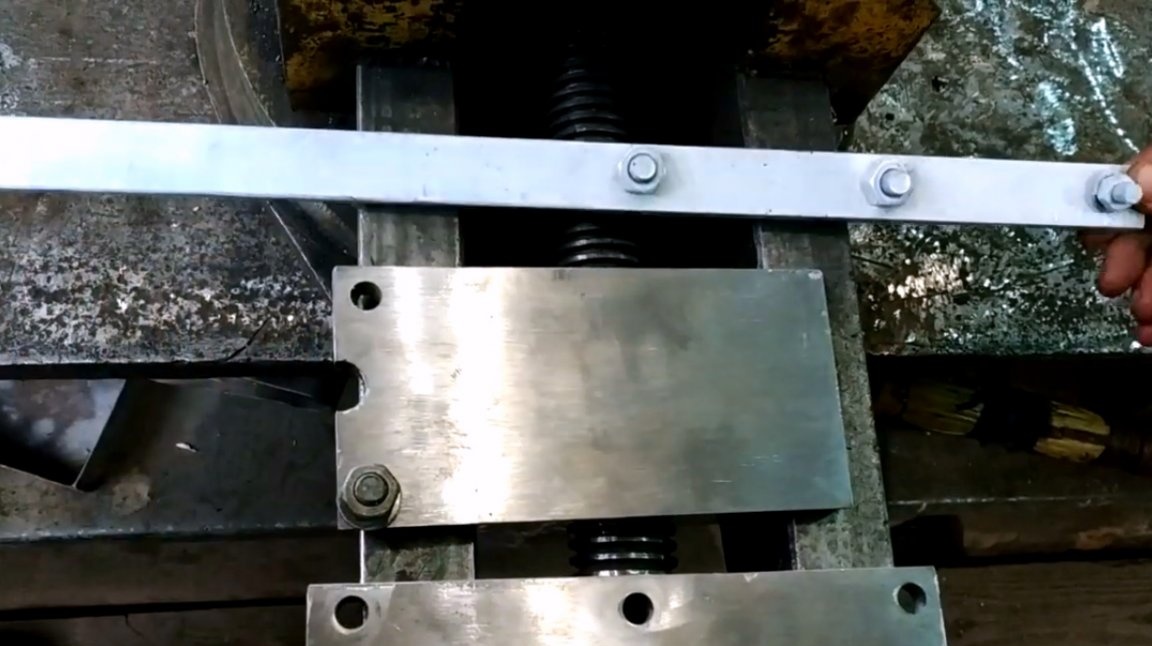

Ara els dos ganivets estan interconnectats.


L’autor es mostra satisfet amb la feina feta, ja que pràcticament no hi ha cap contracor entre els ganivets. Ara les tisores de palanca es poden fixar en un vici i procedir a les proves.



El primer experiment serà una xapa d'acer galvanitzat amb un gruix de 0,8 mm. Per tallar aquest material amb aquesta eina s’obté no només en línia recta, sinó també en petits radis.





A més, l’autor va intentar tallar un tros de xapa d’alumini amb un gruix de 2 mm. L’eina s’hi afronta amb pràcticament cap esforç tangible.



Després de diversos dies d’operació de l’eina i tallant-la amb diversos materials, les fulles van quedar completament inalterades, el mestre no va trobar rascades ni cap mocador. Malauradament, l’autor no va anunciar mai el gruix màxim del metall tallat, que pot suportar aquesta eina.

Aquí hi ha una eina sense pretensions que és útil a gairebé tots els mestres, segons ha mostrat l'autor. En termes d’optimització, val la pena reforçar l’eix que connecta els dos ganivets mitjançant la instal·lació del cargol M14. Per cert, el cost d’una eina de fàbrica similar a Internet comença en 8.000 rubles. Així, doncs, els estalvis en el cas de l'autoproducció són força evidents.
També recentment article sobre la fabricació d'una petita màquina per tallar xapa, s'utilitza un broquet especial bastant barat per a un trepant o un tornavís.




Agraeixo a l’autor el disseny senzill però útil de l’eina de tall de metalls al taller!
Tot bon humor, molta sort i idees interessants!
El vídeo d’autor es pot trobar aquí.