
En aquest article, l’autor del canal de Youtube “Rag’ n ’Bone Brown” us explicarà sobre la fabricació de noves plaques d’esponja intercanviables per a les fusteries. En elles, entre altres coses, hi haurà un parell de forats més per a parades addicionals, de manera que es pot fer servir l’aixeta en un paquet amb un banc de treball multifuncional.
Materials
- Fusta massiva de caoba
- Cargols, cargols
- Impregnació de la fusta.
Eines utilitzat per l’autor.
— Serra circularimpulsor
— Destornillador
- Jointer, planeador, avió manual
- Perforadora, broques de fusta
- Serra mitja
- Banc de treball multifuncional
— Plaça Svenson
- Visa, cinta mètrica, cargol, regle, llapis.
Procés de fabricació.
El mestre ha restaurat recentment un vici que ara cal millorar per a fusteria. També s'ha substituït completament la taula de treball de l'antic banc de treball.




Com a material, l’autor utilitzarà la fusta de la caoba africana. Es tracta d’una raça sòlida de fusta que ha de durar prou. Alternativament, a aquests efectes, seria possible utilitzar una placa de fusta contraplacada de mobles recoberta de xapa a banda i banda.

I això és el que abans es veien les plaques de subjecció dels embussaments.


L’autor comença alineant les vores del tauler, ja que es tallava més o menys.

A més, el tauler també és corbat. Per anivellar les superfícies i donar-li un gruix a la junta, l’autor forma la superfície de base en l’entroncador i, a continuació, passa el material diverses vegades per l’enjard superficial. Vaig haver de treure fitxes molt boniques, mentre el gruix del tauler finalment es va anivellar.




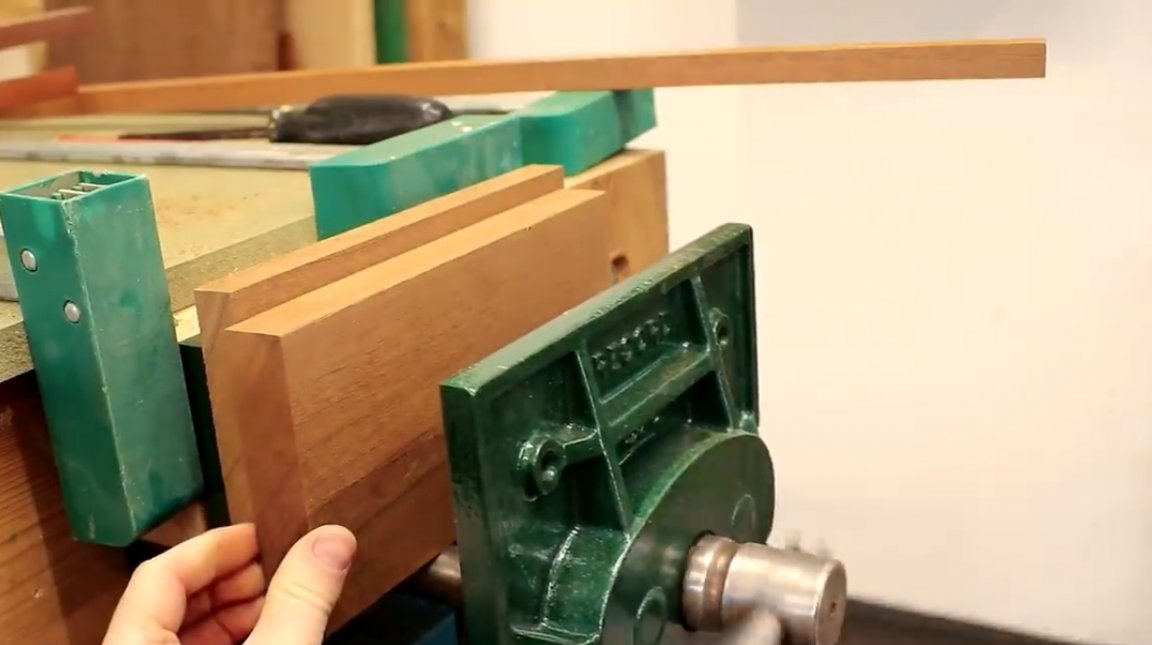
Després que un extrem de la junta hagi estat retallat amb una serra mitra, el mestre talli el material en dues meitats iguals. L’autor calcula la longitud de cada part de manera que cobreixi l’amplada de les mandíbules d’un embolic. En aquest cas, la placa mòbil davantera ha de tenir 25 mm de gruix de manera que es puguin fer forats dins de les parades.
La segona placa, per a una esponja fixa, no ha de ser massa espessa. A l'espessor, l'autor elimina l'excés de gruix del tauler, portant-lo a 15 mm. Després d'això, talla cada blanc de fusta fins a la seva amplada final.



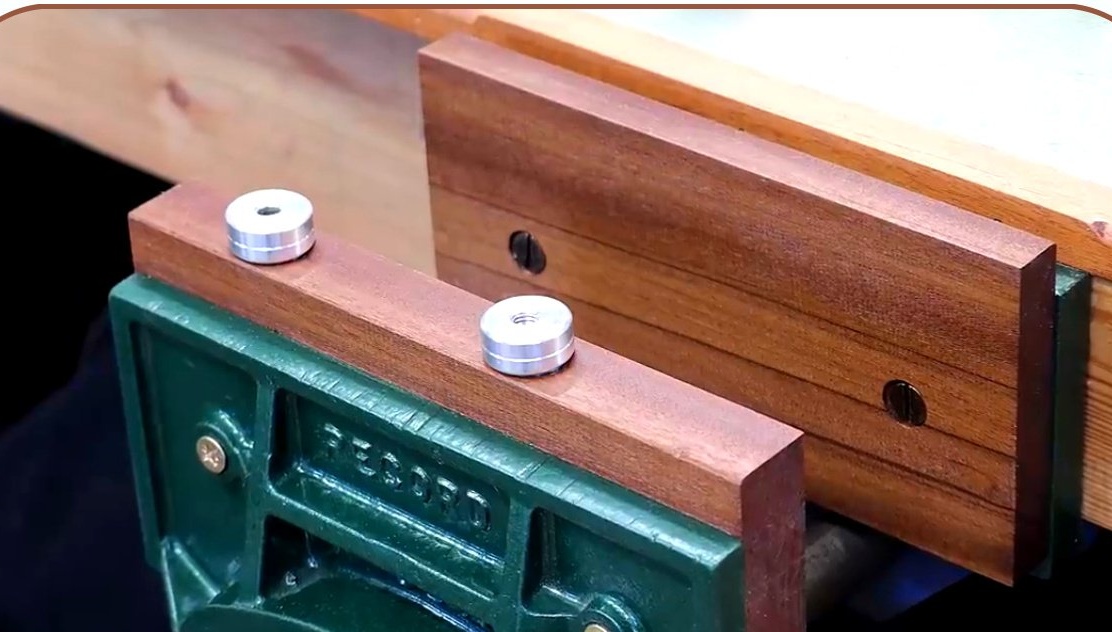
Hi ha 4 cargols de muntatge originals que fixen les plaques, 2 cargols a cada costat.El mestre marca les distàncies entre ells i realitza forats amb un trepant de diàmetre de 8 mm.



A continuació, amb un trepant per a bolígrafs, contrapassa una mica els forats per tal que els caps de cargol s’hi enfonsin.

La placa acabada es fixa en una mandíbula fixa d’un vici.

Ara l’autor exposa la placa frontal, per a l’esponja mòbil, a la posició en què es troba colada amb l’esponja posterior, alinea ambdues espaciadores de fusta l’una de l’altra i estreny el vici amb força.

Ara podeu foradar els forats pilot de la segona placa. L’autor ho fa a través dels forats de muntatge de l’enfilat, i enrosca un parell de cargols.



Amb una planadora manual, millora lleugerament la forma de les juntes de fusta, anivellant-les en alçada i garantint que estiguin al mateix nivell amb la superfície del banc de treball.
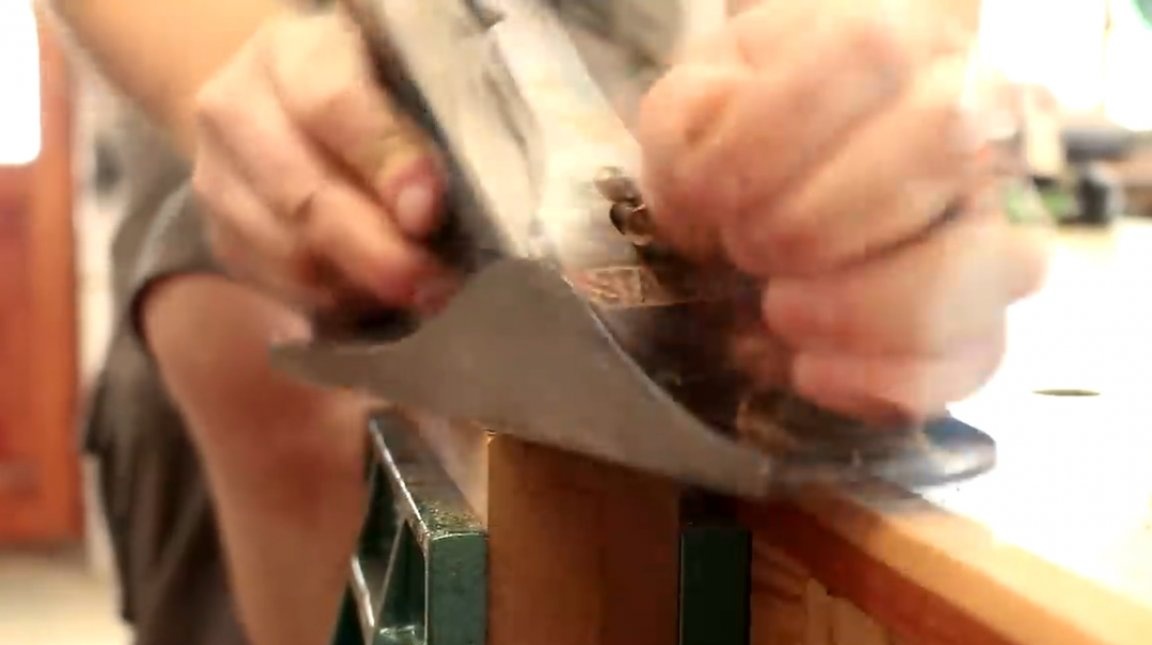


L’artesà suavitza lleugerament les vores afilades dels llavis amb un pla mitre. Com a resultat, la convergència és perfecta.



Utilitzant el quadrat Svenson, l’autor marca els centres dels forats per les parades, que haurien de coincidir, si és possible, amb les línies centrals dels forats de l’escriptori.
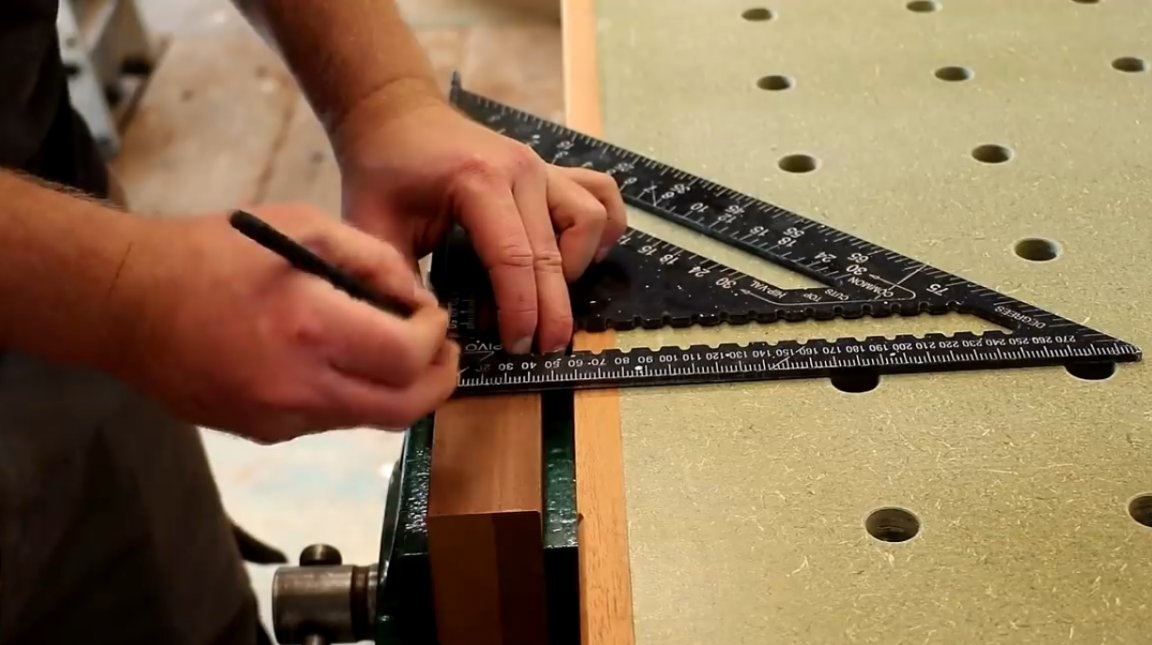


Per perforar forats, el mestre utilitza un trepant en un arbre amb un diàmetre de 20 mm. Amb un trepant del mateix diàmetre, havia forat prèviament forats a la coberta superior de la taula. Aquest és el diàmetre ideal per a les parades de pins disponibles a l'arsenal de l'autor. En perforar, el mestre intenta mantenir el trepant el més vertical possible. Tot i que la precisió especial no és fonamental.


Acabant el treball amb esponges, el mestre aplica una fina capa d’impregnació de cera d’oli sobre superfícies de fusta, fregint-la suaument amb un tros de tela. Com a resultat d’aquest processament, l’arbre s’enfosqueix una mica i apareix la textura del patró de fusta. L’oli s’absorbeix completament a l’arbre. Als productes s’apliquen dues capes fines.



Aquí el mestre utilitzava aquestes falques per a parades, mentre que mantenia la peça a processar s’havia de fer amb el seu cos.


Els forats per a les parades de passadors realitzats a l’enxà són necessaris per poder subjectar taulers amples, per exemple, quan es processen amb una planxadora o per mòlta amb una rectificadora quan el tauler és massa ample per encaixar en un vici.



Ara el treball amb blancs serà molt més còmode i segur.




Agraeixo a l’autor una tècnica senzilla però útil per millorar el vici per a un taller de fusteria!
Si teniu productes casolans interessants, compartiu-les en aquest lloc. Aquí obtindreu una veritable recompensa, no pas un munt de coses verdes al fòrum d'entreteniment.
Tot bon humor, bona sort i idees interessants!
El vídeo d’autor es pot trobar aquí.