


Forn de fusió elèctric casolà és bo per a molts, però hi ha dos defectes molt greus en la configuració existent. Forn fins i tot endins versió aïllada tenia una pèrdua de radiació força elevada (a temperatures altes), això no permetia el recuit correcte de les parts sinteritzades: el vidre després del forn presentava importants esforços interns. Això va comportar un augment del matrimoni. Sovint les peces esclaten durant la soldadura (muntant-les mitjançant la tècnica dels vitralls de Tiffany).
El segon punt és un gran inconvenient, però, de sentit purament organitzatiu. Control manual del progrés de la fusió manualment mitjançant el temporitzador. Al mateix temps, l’operador va estar lligat al forn durant hores. Després d'haver perdut un punt important, es podria espatllar fàcilment una peça valuosa. L'ús d'un controlador industrial programable de baix cost xinès va permetre neutralitzar ambdues mancances i fer que el treball fos el més senzill i tecnològic possible.


En general, tot el procés de fusió de vidres ha d’obeir una certa dependència del temps-temperatura complexa. La cridava sovint
Considereu el primer motiu de falles periòdiques anteriors: un recuit deficient. És aquí la culpa de la baixa inèrcia tèrmica del forn: els refractaris lleugers del recinte de la cambra de treball s’escalfen i es refreden ràpidament, mentre que per alleujar les tensions del vidre no només s’exposa a una temperatura determinada, segons el tipus de vidre, sinó també una velocitat de refredament molt baixa. Ni més ni menys que (graus / seg). I quan apagueu els escalfadors del forn, ha resultat més que (els mateixos graus / sec). Per tant, matrimoni freqüent. És a dir, la regulació es va dur a terme de forma manual (encendre / apagar el forn, encendre-la), s’escalfa al seu ritme, l’apaga, també es refreda. I si la velocitat de calefacció (també important) es pot disminuir si s’encén una resistència addicional en sèrie amb el calefactor del forn (és raonable reduir la potència del calefactor dins de la cambra de treball), la velocitat de refrigeració només es pot reduir canviant el disseny del forn. Ponderació de la massa escalfada.Un senzill termocontrolador només s’ocupa de l’assoliment ràpid i del manteniment precís de la temperatura seleccionada i res més. Tot això, el seu ritme, no la seva tasca. Així que hi va haver tensions a l’interior de la part acabada, de vegades una mica de toc i una mica. A més, fins i tot si feu un gruix gruixut, el refredament no serà uniforme - de 550 a ~ 300 ° C, el forn encara es refredarà més ràpidament que des dels mateixos 300 fins a la temperatura ambient - les pèrdues de radiació.

L’ús d’un controlador de temperatura programable capaç de mantenir de forma independent el perfil tèrmic desitjat dins del forn, a més de l’automatització completa, canviant les temperatures en el moment adequat, soluciona completament el problema descrit. És a dir, la velocitat de canvi de temperatura (i la seva constància) es defineix i es controla amb molta precisió. Almenys aquells que el forn és capaç de proporcionar. Les nostres dues velocitats principals: escalfament inicial i refrigeració al final del procés, es poden configurar i regular al màxim fins als límits necessaris. Simplifica, redueix el cost, facilita i alhora s’amplia. Molt.
Què s’utilitzava a la feina
A més del millor forn que cal millorar i el nou controlador, van ser útils: un conjunt d’eines per a cables, inclosa una soldadura amb accessoris, una petita eina de banc. Per a l’afinació i experiments: un temporitzador, cronòmetre, piròmetre IR, polariscopi casolà (estòmetre). Els experiments es van realitzar amb mostres de vidre d’art per a la fusió.
Nou controlador

Com a "Gran Germà", es va seleccionar el controlador tèrmic Altec-pc410 de fabricació xinesa. La seva principal especialització és l'aplicació en estacions de soldadura BGA. Aquest tipus de microcircuits té pastilles de soldadura a la part inferior i el microcircuit s’escalfa durant la instal·lació. Des de dalt. Això comporta un seguiment precís de les temperatures i un ritme controlat de la seva pujada per tal d’evitar xoc tèrmic. A diferència de molts analògics, per exemple, el popular "forn" ARIES-251, no és el moment per a cada pas del programa que s’estableix aquí, sinó la velocitat de disminució, que és un paràmetre més significatiu i informatiu per a l’esmentada soldadura. Però per treballar amb vidre també és més convenient! A més, Altec té més memòria (programes) i costa més de la meitat del preu nacional. Entre els seus inconvenients s’inclouen una indicació menys evident, sense que hi hagi una corba dibuixada amb LED, el panell frontal d’Altec sembla més complex, sense circuits de mímica, i com que les estufes de fusió s’utilitzen principalment per dones joves, això és un obstacle greu. Tot i això, es programa elementalment. L’ús és encara més fàcil.
Connexió
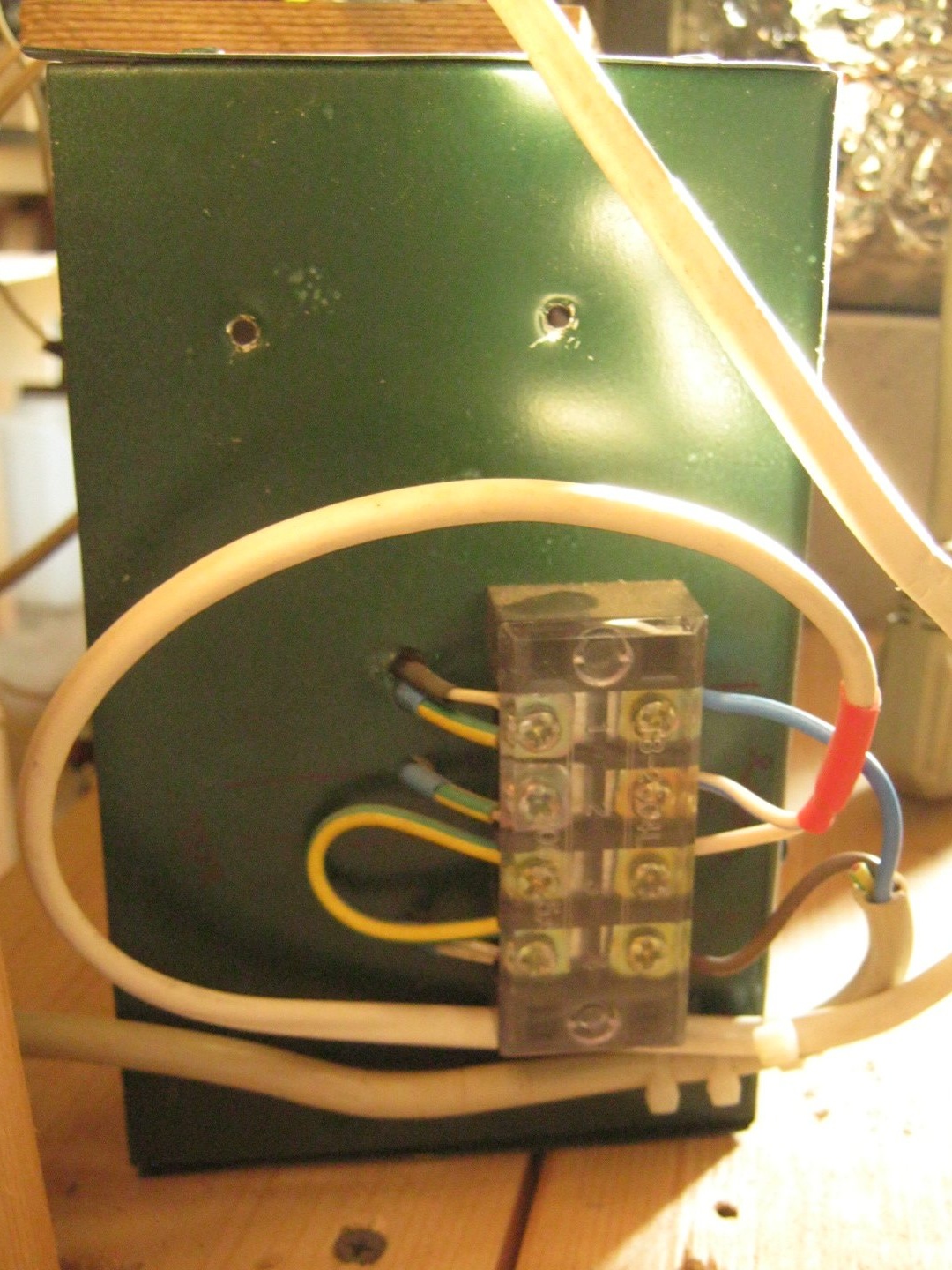
Aquí, el controlador de temperatura, per verificar-lo, es va connectar a un fil directe a l'antic. En lloc d’un controlador convencional, de sola temperatura, no programari. El controlador no està instal·lat en el cas tal com s'esperava, això només és una prova del rendiment i de les idees del dispositiu. En el futur, el controlador funcionarà amb un forn nou, lleugerament més gran, a la seva caixa, amb una càrrega trifàsica.
La sortida de control del dispositiu està connectada a una clau de tiristor existent i s’introdueix un senyal d’un termopar tipus K (crom-alumel) incrustat al forn. El dispositiu també requereix dos botons externs "Start" i "Stop". A més,.
A la versió anterior, per reduir una mica la velocitat de calefacció, es va connectar una sèrie de resistències externes, un escalfador d’oli de 2 kW, en sèrie amb l’escalfador del forn.

Ara podeu deixar d’utilitzar-lo: la presa per connectar-la s’ha retirat a la part posterior de la unitat, s’ha canviat la connexió. Al mateix temps, augmenta l’eficiència del forn i, en bona mesura, s’eliminen les pèrdues d’electricitat del radiador. Tot és a la casa.

Programació
S’ha d’entendre que no hi ha una versió del dispositiu descrit: l’anomenada "Rendiment", que pot diferir en detalls menors. El principi general, però, n’és un.
El dispositiu, en principi, és universal i s’hauria de configurar abans del funcionament: habilitar les funcions necessàries, limitar-les als límits necessaris, desactivar els innecessaris, canviar alguns paràmetres per al seu funcionament convenient en una aplicació específica.
El dispositiu està dissenyat per funcionar com a part dels equips de soldadura. La temperatura màxima és de 400 ° C. En la configuració de fàbrica, el controlador funciona dins d'aquests límits.
Així doncs Per accedir al menú de paràmetres de configuració, mantingueu premut més de 3 segons.Tecla PAR / SET, cerqueu el paràmetre SP h i configureu el valor desitjat. En aquest cas, almenys 800 ºC.
Termoprogramació
Tot és molt senzill aquí. Donaré una nota visual des del panell frontal de la unitat de control desenvolupada.
És a dir, el programa consta de diversos passos, cada pas correspon a tres paràmetres: L - la temperatura desitjada; d és el temps de retenció; r és la taxa de pujada. Sí, un-dos-tres, un-dos-tres, un-dos-tres ... La resta és evident.
Conclusions
També va resultar un miracle! Un cop ajustat, el forn funciona exclusivament sense la menor molèstia i és més econòmic. La sinterització s’ha convertit en un plaer.

El panell frontal, amb una mica d’hàbit, semblava força informatiu i comprensible. Fins i tot amb una mirada cursiva, és fàcil comprendre en quin punt està treballant el programa.
Tenia moltes ganes de connectar el controlador a l’ordinador. Hi ha una oportunitat, però va resultar; no hi ha cap raó. Capritx i únic. Fàcil de programar sense ordinador. Una vegada. Llavors només s’anomena el programa necessari de la memòria. A més, tot el programari (hi ha diverses opcions) per a PC-shnik, també per a soldadura - fins a 400 ºC. Bé, a l'infern amb ell.
Babay Mazay, novembre de 2019