



Un tallador d’escuma és una excel·lent eina per fabricar peces per a avions. Aquesta màquina permet tallar amb precisió qualsevol forma del perfil aerodinàmic segons CAD.
La màquina té un fil nichromat estès entre dues guies. El corrent es passa pel filferro, el fil s'escalfa i les guies es mouen, tallant contorns complexos, com ara ales còniques. Cada eix és impulsat per un motor pas a pas a través d’un cargol, un cinturó GT2 i una politja. La força de tall ha de ser mínima i l'estructura ha de ser prou rígida per suportar la tensió del fil estès entre els suports.
Es tracta d’una autèntica màquina de 4 eixos que pot tallar diferents formes a banda i banda alhora, de manera que es planteja el problema de controlar quatre eixos independents alhora. Molts tutorials se centren en màquines de 3 eixos, com ara impressores 3D, però sembla que no hi ha documentació suficient per crear una màquina de 4 eixos mitjançant les peces fàcilment disponibles i el programari de codi obert. El mestre va trobar diverses persones que van fer projectes similars mitjançant Arduino i Grbl, i va decidir fer la seva pròpia màquina.
Eines i materials:
- Contraplacat (12mm);
-Varetes metàl·liques;
- Cargol de plom (M8 x 600 mm);
-Accord de motor M8-M5 (M8 per al cargol de plom i M5 per a l’eix del motor);
-Arduino Mega 2560;
-RAMPS 1.4;
-Motors de velocitat (un per a cada eix);
-A4988 conductor pas a pas (un per cada motor pas a pas);
- Alimentació de 12 V per a Arduino + Rampes;
-L’alimentació variable (carregadors Lipo amb mode de cable calent);
-Filó de crom;
Primer pas: Programari
La part més difícil de crear un CNC de quatre eixos és trobar un programari per generar el codi G i controlar la màquina. Una cerca de programari va provocar el creador de https://www.marginallyclever.com/2013/09/how-to-build-a-4-axis-cnc-gcode-interpreter-for-arduino/, desenvolupat per Marginally clever, que utilitza Pantalla Arduino Mega 2560 i CNC Ramps 1.4.
Alguns informes han estat utilitzats pels autors següents: Rckeith i rcgroups.com
Grbl Hotwire Controller.zip
GRBL8c2mega2560RAMPS.zip
FoamXL 7.0.zip
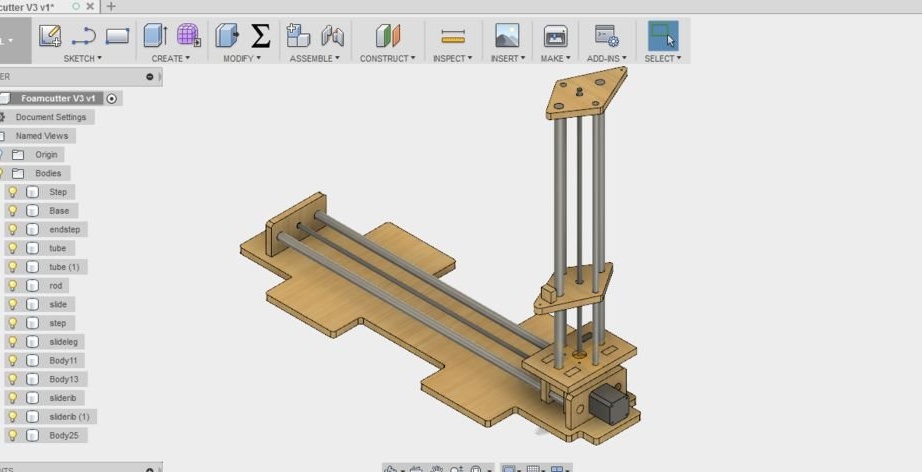
Pas segon: Muntatge de màquines
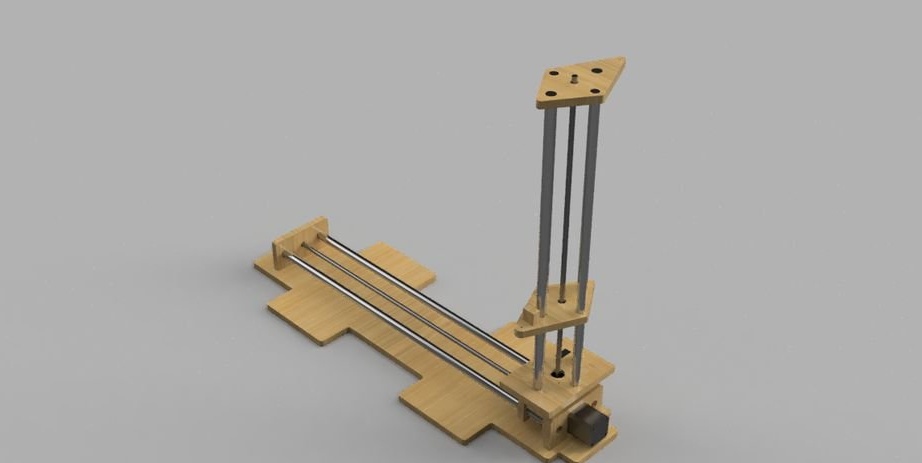
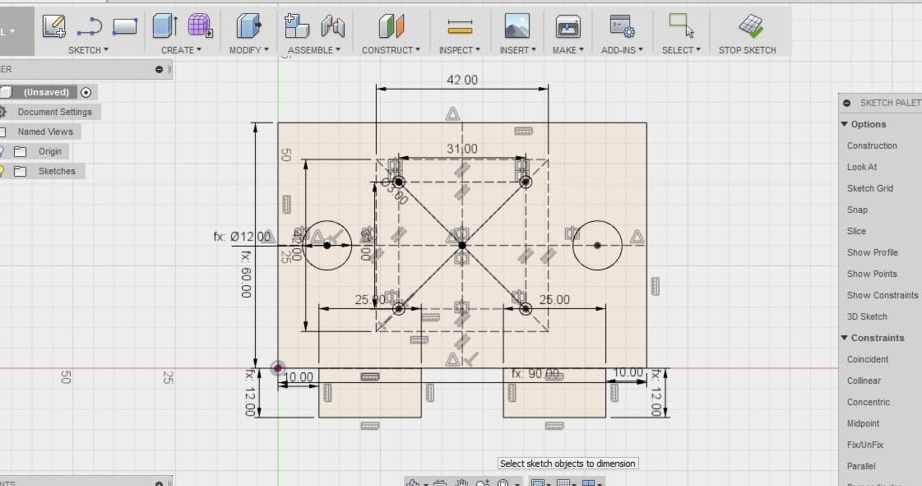
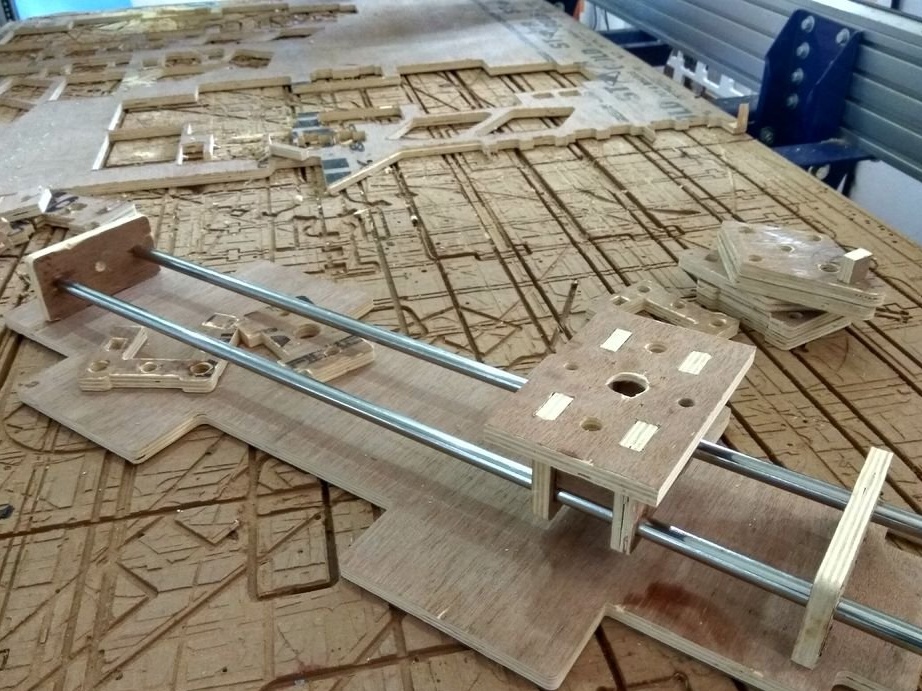
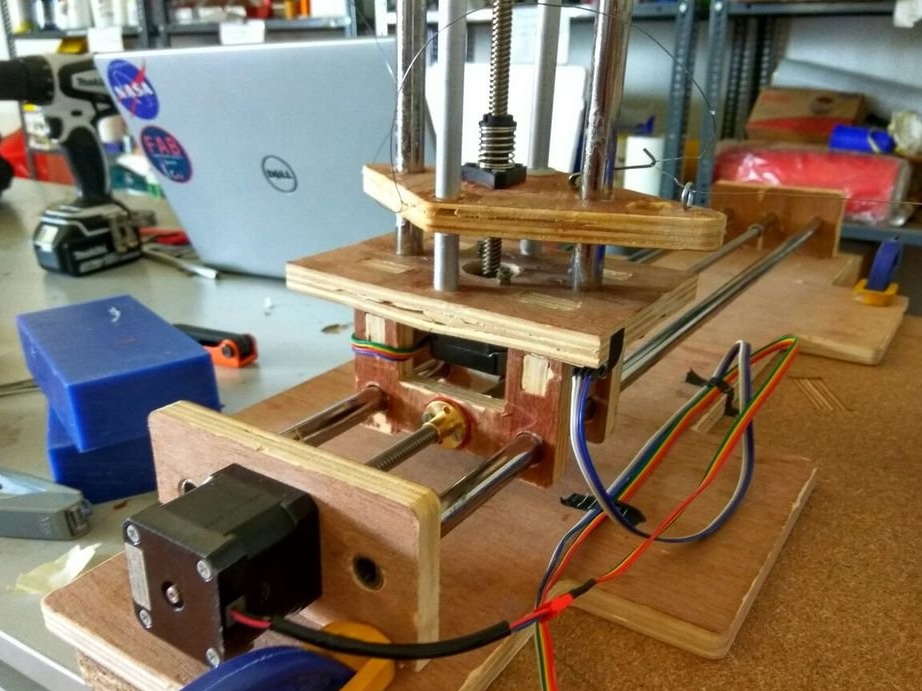
El disseny està fabricat amb contraplacat de 12 mm, el conjunt lineal està fabricat amb canonades d'acer amb un diàmetre de 1/2 polzada amb blocs corredissos de contraplacat. Es pot millorar el disseny dels blocs corredissos mitjançant la instal·lació d'un rodament o funda lineal.Atès que l'amo utilitza un cargol de plom, té prou parell com per superar la fricció sense cap rodament. Dues canonades d'acer recolzen i mantenen el bloc guia en el mateix eix.
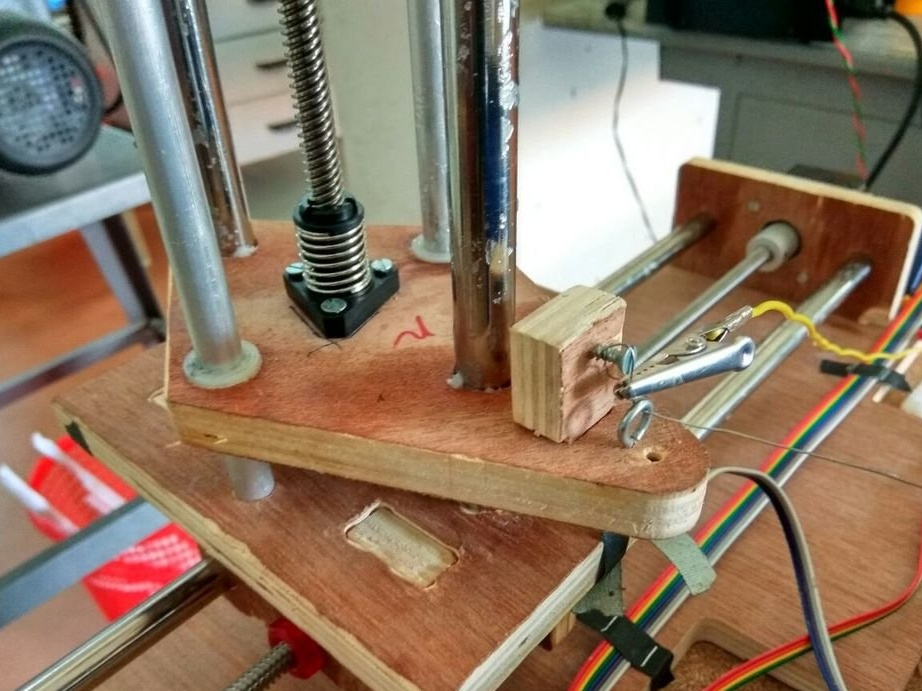
Els pilars verticals es col·loquen a la part superior del bloc de guia horitzontal. Té quatre canonades.
El cargol d’accionament s’uneix al motor pas a pas mitjançant un acoblament flexible. Això ajuda a qualsevol desajustament lleuger de l’eix i del cargol. La posició vertical posseeix un motor pas a pas amb un cargol de plom integrat, que es pot comprar o substituir per un motor pas a pas convencional i l'embragatge.
Els dos estands de màquina són idèntics. A la base hi ha un lloc per connectar la màquina a l'escriptori.


Nota Quan es fa servir rodaments plans, depenent del material, es pot produir un fenomen anomenat "enganxar i relliscar". Això pot fer que el moviment es faci desigual i provoqui vibracions. També pot provocar bloquejos, provocant càrregues excessives i salts passos quan s’utilitza un motor pas a pas.
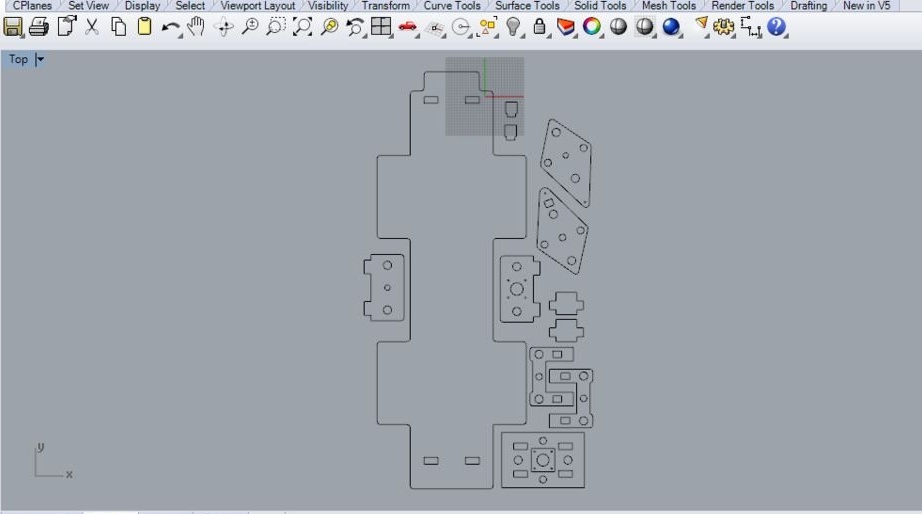
Foamcutter_base.dxf
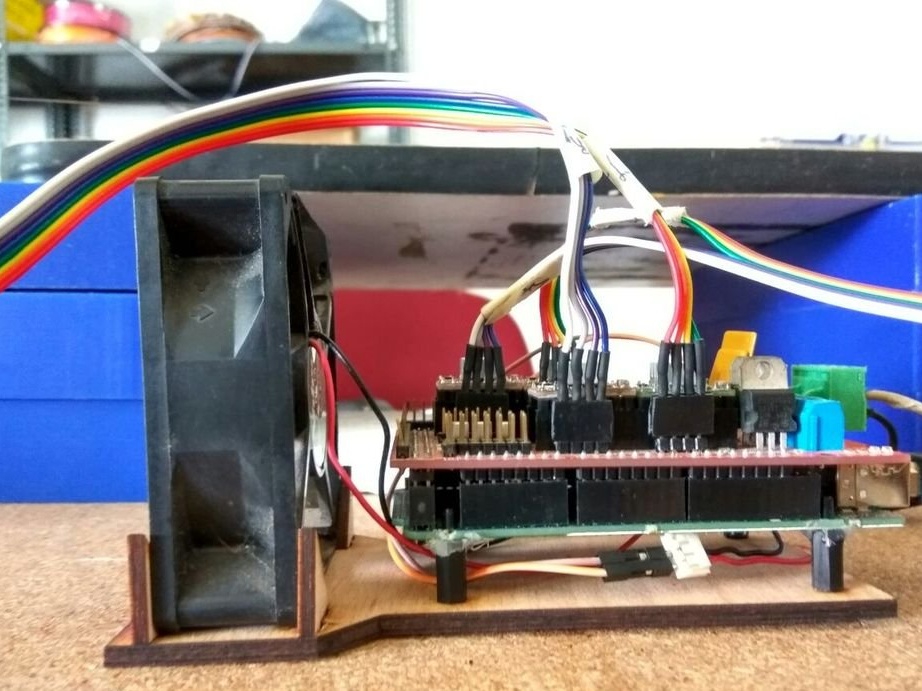
Tercer pas: Connecta l'electrònica
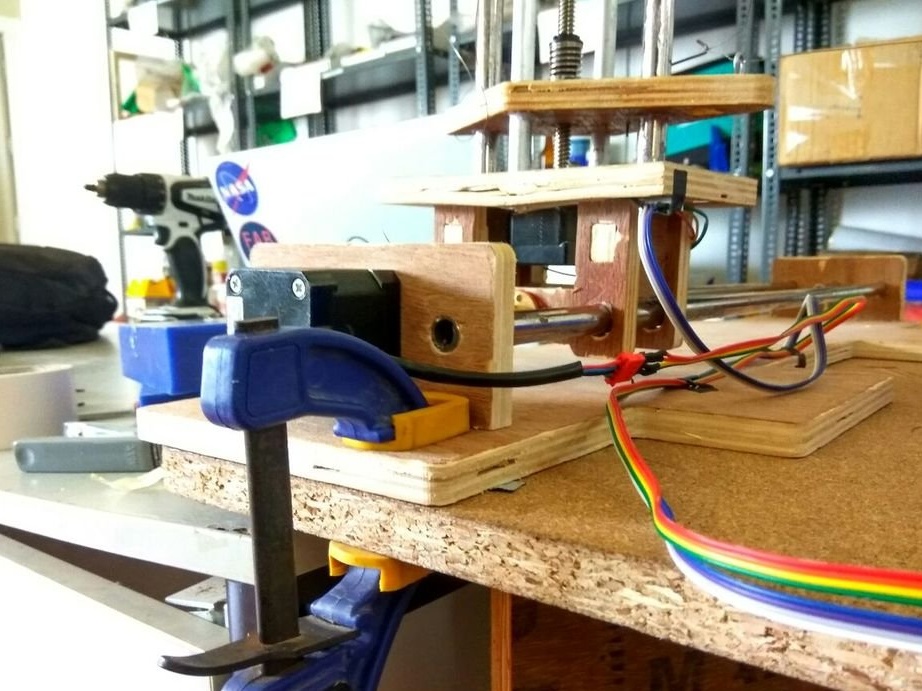
El següent pas és connectar l’electrònica, moure els motors i configurar la màquina. Hi ha 4 motors pas a pas que s’han de connectar a la plataforma Rampes. S’ha de posar els cables de manera completa per assegurar un moviment suficient de l’eix.
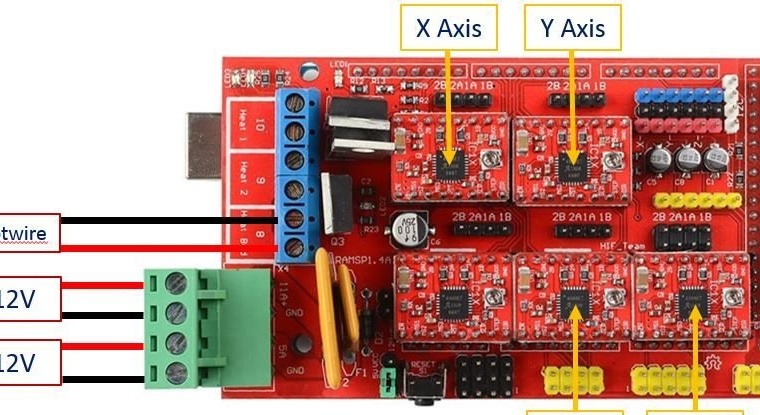
Tot el cablejat està connectat a la placa de rampes, que és una pantalla CNC per a l’Arduino Mega2560. La rampa pot suportar fins a cinc conductors de motor pas a pas, com l'A4988. El mestre utilitza motors Nema 17.
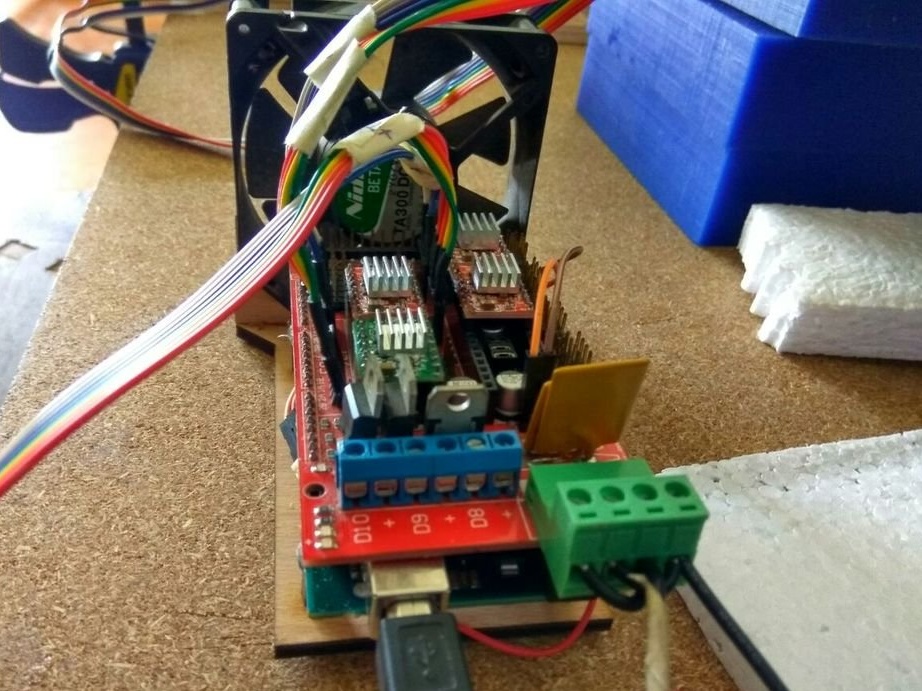
Abans d’instal·lar-lo en una placa de rampes, assegureu-vos que el xip A4988 estigui orientat correctament. Cada motor pas a pas pot arribar fins a 2 A, els motors del pas a pas estan equipats amb radiadors per a la dissipació de la calor. La placa també té un MOSFET 11A per controlar la temperatura del fil connectat al pin D8. Tots els components de la placa s'escalfen, assegureu-vos que es garanteixi un refredament adequat.
Quan el sistema està engegat, els motors pas a pas continuen corrent per mantenir la posició de retenció. Components com els controladors Stepper i MOSFET poden augmentar la calor durant el funcionament. No utilitzeu rampes sense refredament actiu.
El mestre làser va tallar la base per a Arduino i Rampes i va connectar un ventilador de 12 V per proporcionar un refrigeració activa per a la placa.
Quatre pas: Configuració
Abans de començar el treball, cal configurar cada CNC correctament. Com que els motors pas a pas s’utilitzen en un sistema de bucle obert (sense feedback), heu de saber fins a on es desplaçarà el transport amb cada revolució del motor pas a pas. Depèn del nombre de passos per revolució del motor, del pas del cargol i del nivell de micro-transició que s’utilitzi.
step_per_mm = (motor_steps_per_rev * driver_microstep) / thread_pitchUtilitza un motor pas a pas amb un pas de 200 rpm. conduït pel conductor A4988 a 1/16 microstep, amb un cargol de plom en increments de 2 mm.
Passos_per_mm = (200 * 16) / 2 = 1600El cargol que feia servir el mestre era de doble cara, de manera que el valor serà la meitat del que s’ha indicat anteriorment, és a dir, “800”. Si el cargol té quatre etapes, el valor serà la quarta part anterior.
Després de parpellejar Mega 2560 amb el fitxer Grbl8c2MegaRamps, obriu el monitor de port sèrie i introduïu “$$” per accedir al tauler de configuració de Grbl. Per canviar qualsevol valor, introduïu $ number = valor. Per exemple, $ 0 = 100 Després de configurar la màquina, assegureu-vos que la màquina mogui el valor exacte tal com es mostra al controlador.
Cinquè pas: Nichrome
Per tallar l'escuma, cal un filferro fet d'un material adequat que resisteixi l'escalfament i que tingui la mateixa temperatura al llarg de tota la longitud.
El crom és un material adequat. El millor és utilitzar un fil més prim com sigui possible per reduir les ranures durant el tall i per assegurar les línies de tall netes. Per regla general, com més llarg sigui el fil, més gran és la tensió que s’ha d’aplicar i més gruixuda.
El següent pas és unir el fil nichrome a la màquina. Com que tenim 4 eixos independents, no podem tancar els dos extrems del filferro als suports.El filferro hauria de tenir certa allargament, ja sigui mitjançant un ressort, o mitjançant un pes unit als extrems.
Es pot aplicar tensió constant al fil mitjançant una molla amb força constant o un pes penjat al final. Una forma barata d’obtenir un ressort amb força constant és fer servir Bobines de la targeta d’identificació.

Pas sisè: generació de programari i codi G
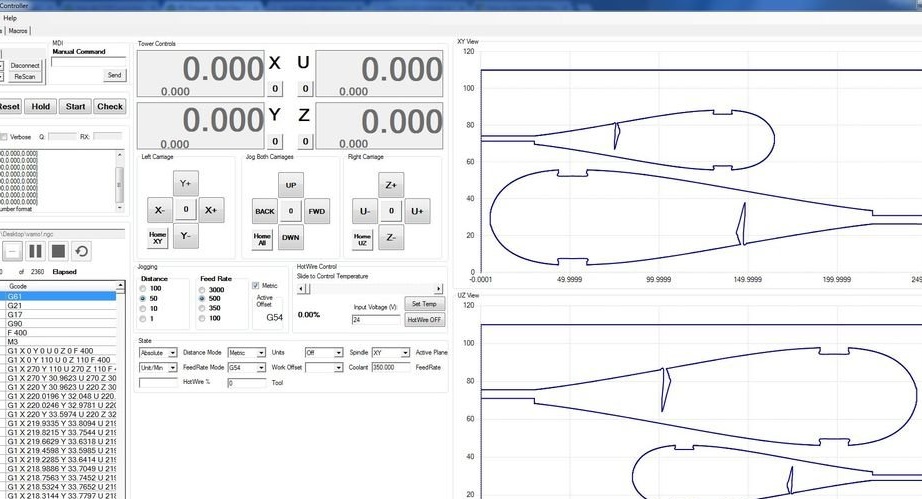
Controlador Grbl Hotwire
L’assistent utilitza el tauler de control Grbl, desenvolupat per Garret Visser, que va ser adaptat per a tallar per Hotwire per Daniel Rassio. El panell té un control de mode independent per a tots els eixos. També hi ha una eina de visualització, un gràfic “Gcode” i la possibilitat de desar les teves macros. Es pot controlar la temperatura de filferro mitjançant M3 / M5 per activar / desactivar i la comanda S “xxx” per configurar la tensió de sortida, manualment o mitjançant la barra de desplaçament del programari. El cable calent s’ha de connectar a la sortida “D8” i estar alimentat per una font d’alimentació connectada a l’entrada “11A” de les interseccions de línia.
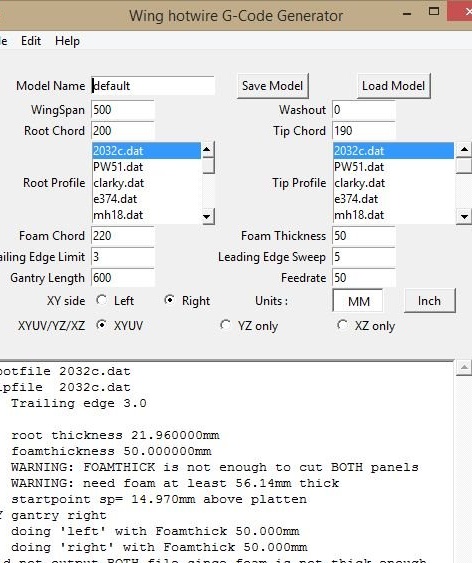
Generador de codi g
Generador de codi g és un programa per generar el codi GY XYUV per tallar en calent les ales del model d'avió. Funciona amb Python 2.7 i també es pot integrar amb la interfície Eix LinuxCNC. També hi ha una versió en línia. Això permet introduir diversos paràmetres de l’ala. Hi ha una base de dades de perfils aerodinàmics en format .dat. Es poden importar perfils nous de la mateixa manera.
Aquest programari és fàcil d’utilitzar i admet la capa d’ales a la mateixa peça d’escuma per estalviar material. El codi G de sortida es pot enviar a la màquina a través del controlador Grbl.
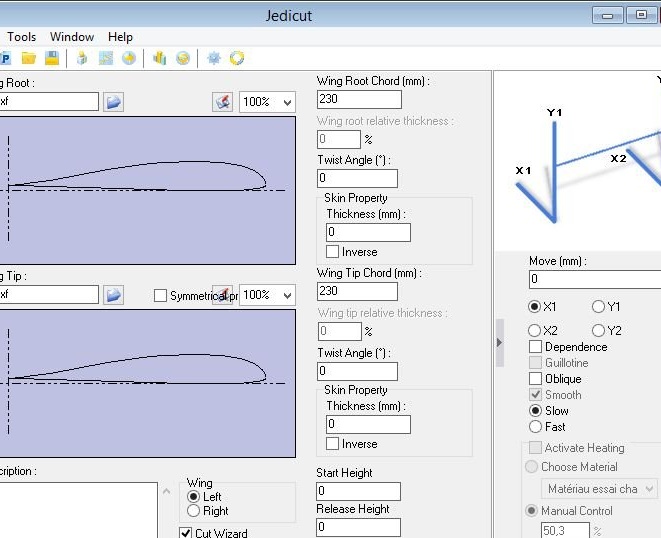
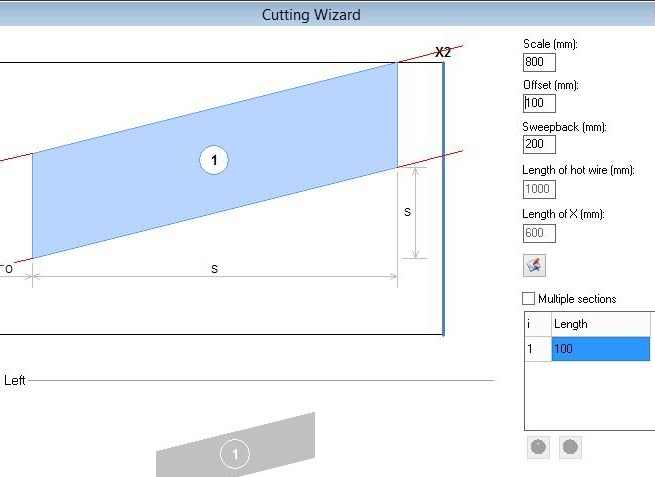
2.4 Jedicut
Jedicut - Es tracta d’un programa fantàstic que pot realitzar tant CAD / CAM com realitzar funcions d’un controlador de màquina. També hi ha un complement per generar codi G. Aquest no és el programa més fàcil de configurar. Algunes de les opcions i missatges d’error són en francès, però si hi treballes durant algun temps, pots fer que funcioni.
El codi G de Wing genera codis G en mode absolut, que funciona a Grbl sense cap problema, però Jedicut genera codi G en mode incremental. El mestre va tenir dificultats al primer inici, quan el cotxe simplement es va moure endavant i endavant. Si això succeeix, editeu el codi G per eliminar les línies innecessàries a la capçalera.
Tant el codi Wing G com Jedicut generen codi G amb alguns codis Grbl no compatibles a la capçalera. El controlador apareixerà al monitor quan es produeixin aquests errors. Editeu el codi G i suprimiu les línies de codi innecessàries.
S'inclouen codis G de treball amb tots dos programes, utilitzeu-los per comprovar el controlador.
Jedicut.rar
winggcode.rar
Setè pas: configuració de la velocitat i la temperatura d'alimentació
A diferència del fresat convencional, els fils es tallen per escuma d’escuma. Quan el cable roman en una posició durant un cert temps, el material circumdant continua fonent. Això augmenta el solc del tall i provoca inexactituds en la mida. Hi ha dues variables que afecten l'amplada del tall.
Velocitat de tall d'alimentació
Temperatura del fil.
La velocitat d’alimentació de tall és la velocitat amb la qual el filferro es talla pel material, preferiblement en mm / min. Com més gran sigui la velocitat, més petita és la ranura, però més alta serà la temperatura requerida, així com la tensió del filferro hauria de ser suficient. Les bones velocitats d’inici són de 350 a 500 mm / min.
La temperatura del fil ha de ser lleugerament superior a la temperatura de fusió de l'escuma. La temperatura és controlada pel corrent que circula pel filferro.
Hi ha un programari que permet el control PWM del fil per escalfar-lo en els moments adequats per optimitzar la velocitat d’alimentació de tall. La temperatura del fil es determina pel quadrat dels temps actuals de resistència.
Hi ha un especial calculadoraon podeu fer tots els càlculs necessaris.
Pas vuit: Funcionament de la màquina
El procés s’inicia amb un disseny que s’exporta com a fitxer DXF. Aquest fitxer s'importa després al producte CAM i es produeix com a codi G. La màquina està engegada i calibrada. Es col·loca el material en un banc de treball i es defineix la posició inicial. Executeu el fitxer de codi G i vegeu com funciona el vostre dispositiu per a vosaltres.
Segons el mestre, la màquina és fàcil de fabricar i facilita el treball dels models d’avions.




Al vídeo següent, podeu veure un exemple de la màquina.