

Avui per a molts, el tema de la flexió del perfil a casa condicions per diverses raons.
En primer lloc, es tracta del cost de fabricació i del temps de conducció. El lliurament sobredimensionat és un tema diferent.
En segon lloc, el dimensionament precís és molt més fàcil a la instal·lació.
I el tercer. Si voleu, tal instrument pot incloure doblecs amb un radi variable.
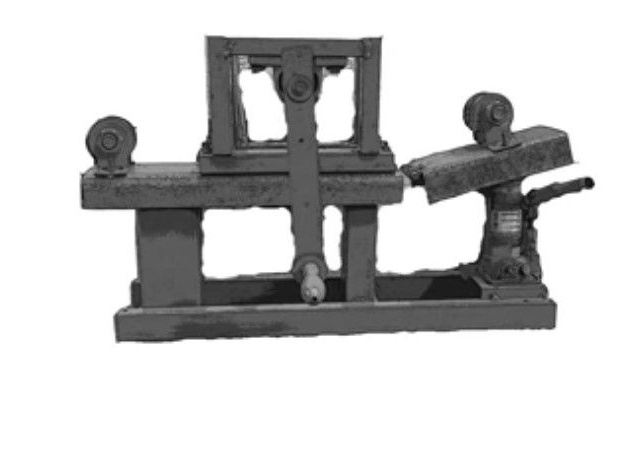
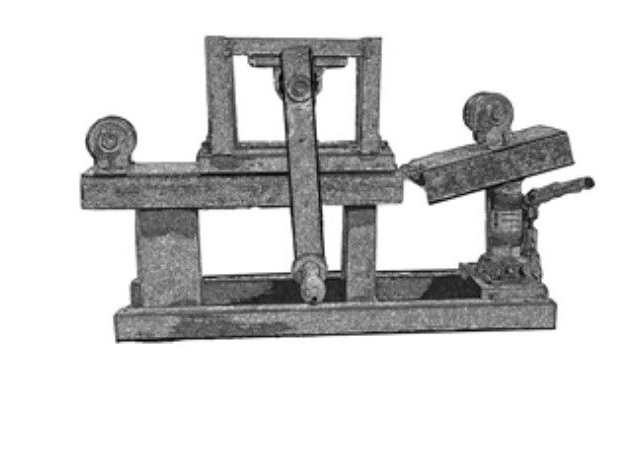
L’autor va escollir l’esquema més comú, amb un corró a la frontissa i una presa hidràulica.






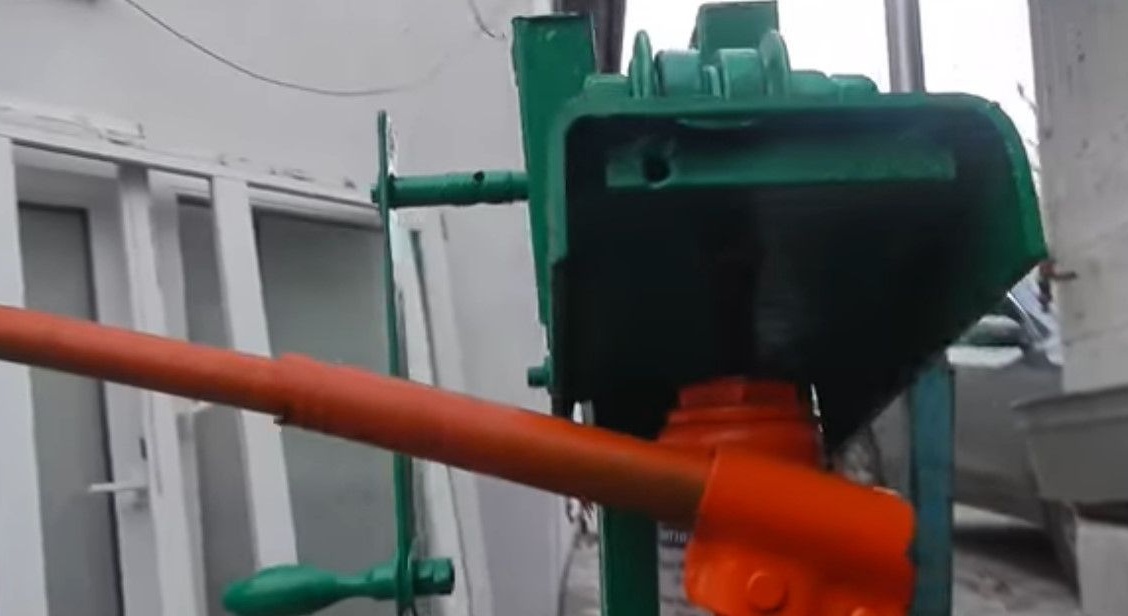
El cos es va soldar a partir dels restes de la canonada 20X40 i un potent canal.
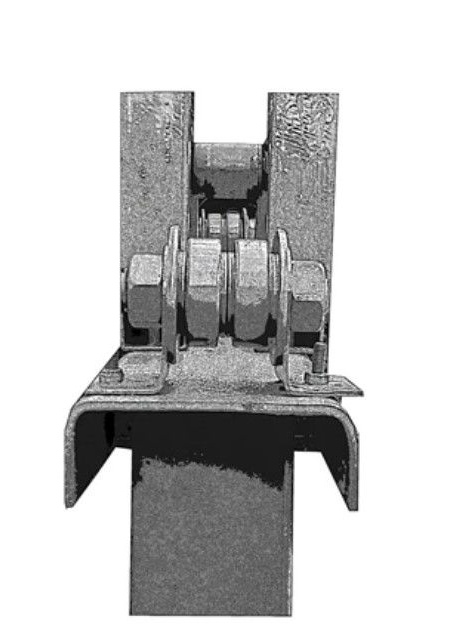
L’autor ha simplificat al màxim els corrons de pressió:
L’anell de rodament exterior d’aquest disseny és la superfície de fixació.
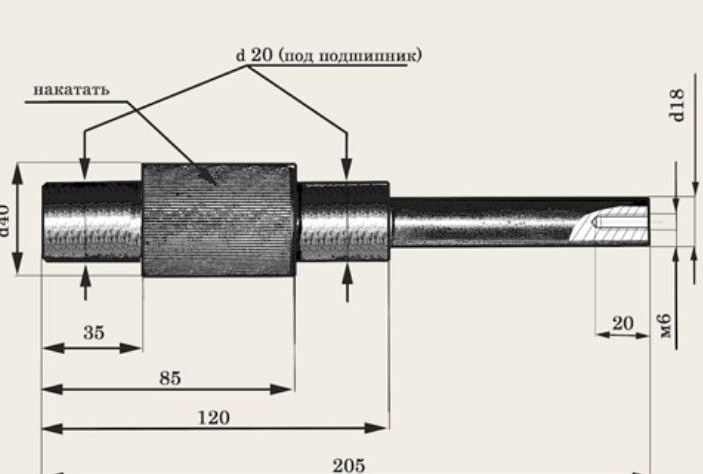
Eix de traça.
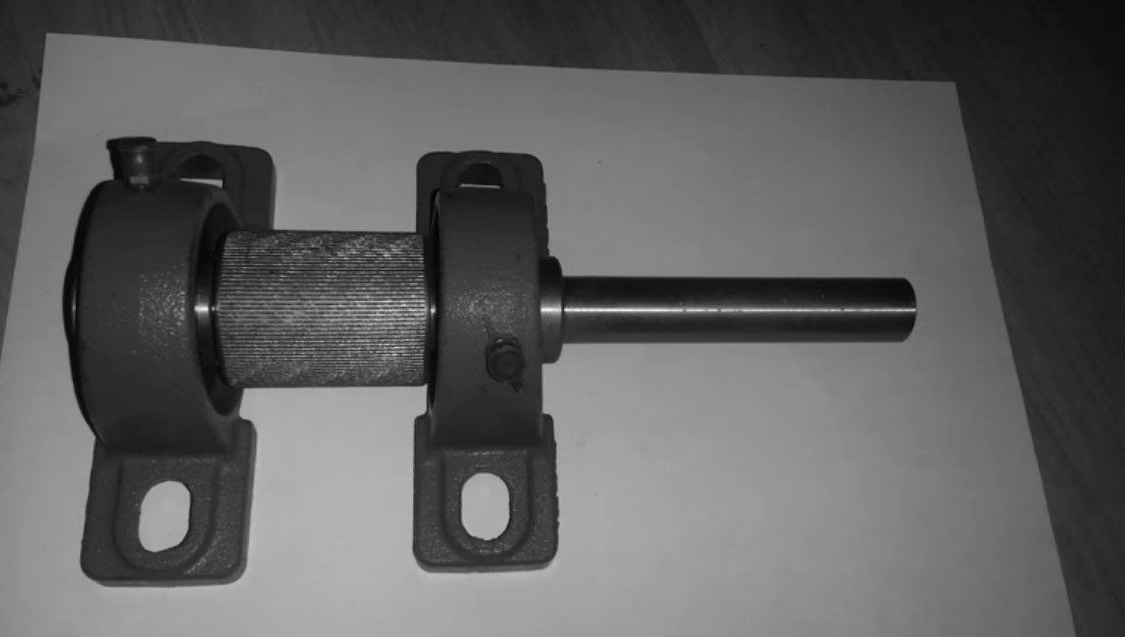
Per fer-ho, vaig esbossar un croquis i el vaig ordenar a un torn.

El cost de l’eix és d’uns mil rubles.
El seu esquema.
L’autor havia de comprar el següent:
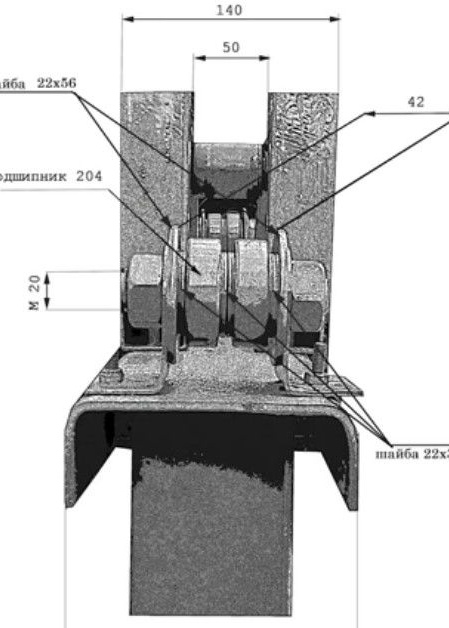
Unitats de coixinet per a 204 coixinets: dues unitats.

Rodaments 204 - quatre peces.


Presa hidràulica. Maquinari i fixadors.
Fil de pèl M20

amb rentadores 22X37 i 22X56 mm.



Fa la funció d’un eix.

Les rentadores grans serveixen de brides limitants.

Amb la seva ajuda, no cal fer servir parades laterals.

Al mateix temps, segueix sent possible canviar la geometria dels rodets de pessic per diversos perfils.
N’hi ha prou amb recollir l’entrepà necessari de les rentadores.

Tots els blocs soldats acabats estan interconnectats sense soldar.

Això es fa sobre cargols, de manera que queda la possibilitat de desplaçament els uns dels altres.
Des del primer moment, el disseny de la màquina va resultar ser un èxit.
L’arc és simètric i uniforme.


El procés de fabricació no requereix esforços físics especials.
Amb cada passada, fem una presa lleugerament a la part dreta de la màquina.


D’aquesta manera es redueix el radi de flexió del perfil.


La palanca està feta de tires 3X40.

Ploma manual d’un antic molinet de carn.
La ubicació de muntatge de la palanca a l’eix de forma no muntada.



Aquí teniu els dibuixos reals.

El més probable és que no siguin dibuixos, sinó esquemes, però l’autor va intentar representar les dimensions necessàries de la forma més clara possible.
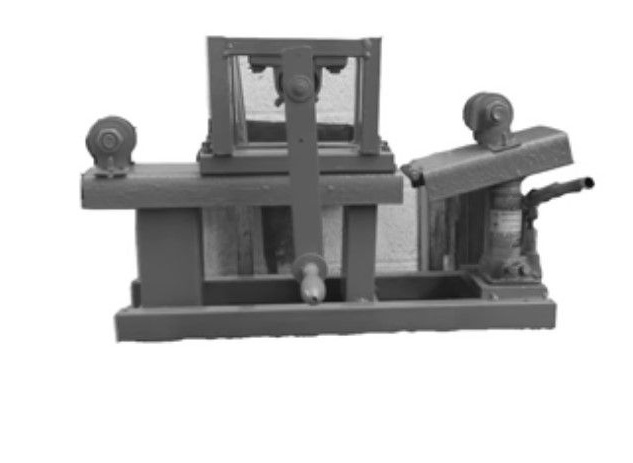
Aquest és un disseny reeixit i provat per l’autor.
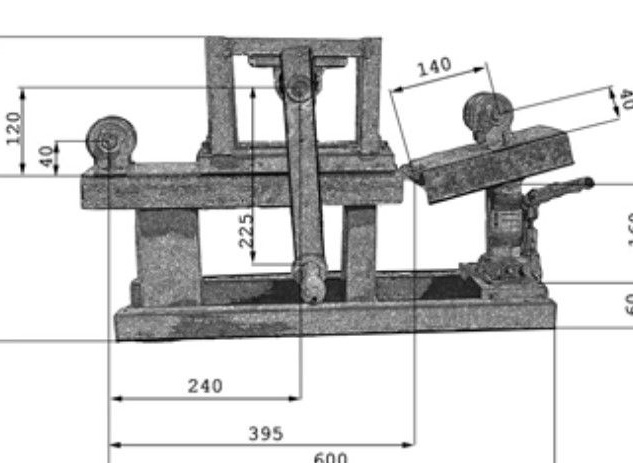
Assegura un bon pas del perfil pels rodets i dóna la forma d'arc correcta.

Cal recordar que a 240mm del cantó de la peça, el perfil continua recte.

La secció recta és molt visible als radis de la peça petita.

Per a la fabricació d’arcs de petits radi, s’ha de deixar un marge de 25 cm, que posteriorment es pot tallar si cal.
El disseny de la màquina us permet ampliar les vostres possibilitats creatives.

Per exemple, podeu produir no només arcs, sinó doblegar el perfil en direccions diferents i no només en un pla.

Per fer-ho, només cal prémer l’eix, girar el perfil de 180 o 90 graus. També podeu canviar el propi mecanisme de subjecció. Mitjançant la instal·lació de pinces per a canonades de diferents diàmetres, la mateixa màquina pot doblegar les canonades fàcilment.
Definitivament, haureu d’optimitzar el sistema de subjecció a prop de la presa equipant-lo amb una regla. Aleshores no heu d’endevinar amb el radi de la part doblegada!
Moltes gràcies a l’autor per la feina feta i els dibuixos aportats.
És una llàstima que el procés de creació no es filmi, però la gent és resistent. I per a aquells que doblen el perfil pel seu compte, són completament amics de la soldadura i els dibuixos!
Publicat per Evgenich, vídeo de l’enllaç