
Aquest article parlarà d’una de moltes maneres de reciclar i reutilitzar les ampolles de plàstic usades. Si heu acumulat un gran nombre d’ampolles de plàstic, en lloc de llençar-les, podeu fer-les boniques nanses per a electrodomèstics de cuina o altres eines. Així, en lloc de contaminar el medi ambient, crea coses útils a partir d’escombraries.
Materials i eines:
- ampolles de plàstic
liquadora
-mini forn
ganivet afilat
paper pergamí
guants
- paperera amb gra fins a 12.000
Coixinets MicroMesh
màquina de tornejat
màquina circular
safata roscada
-assecador de pèl de construcció
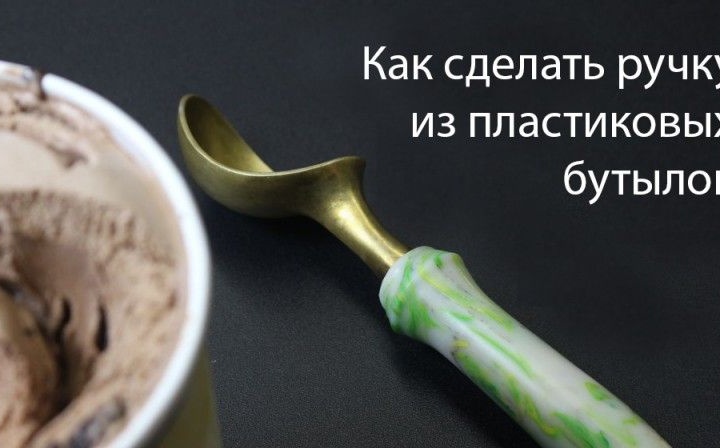
Una descripció detallada de la fabricació de bolígrafs a partir d’ampolles de plàstic.
Primer pas: Polietilè d’alta densitat per a entusiastes
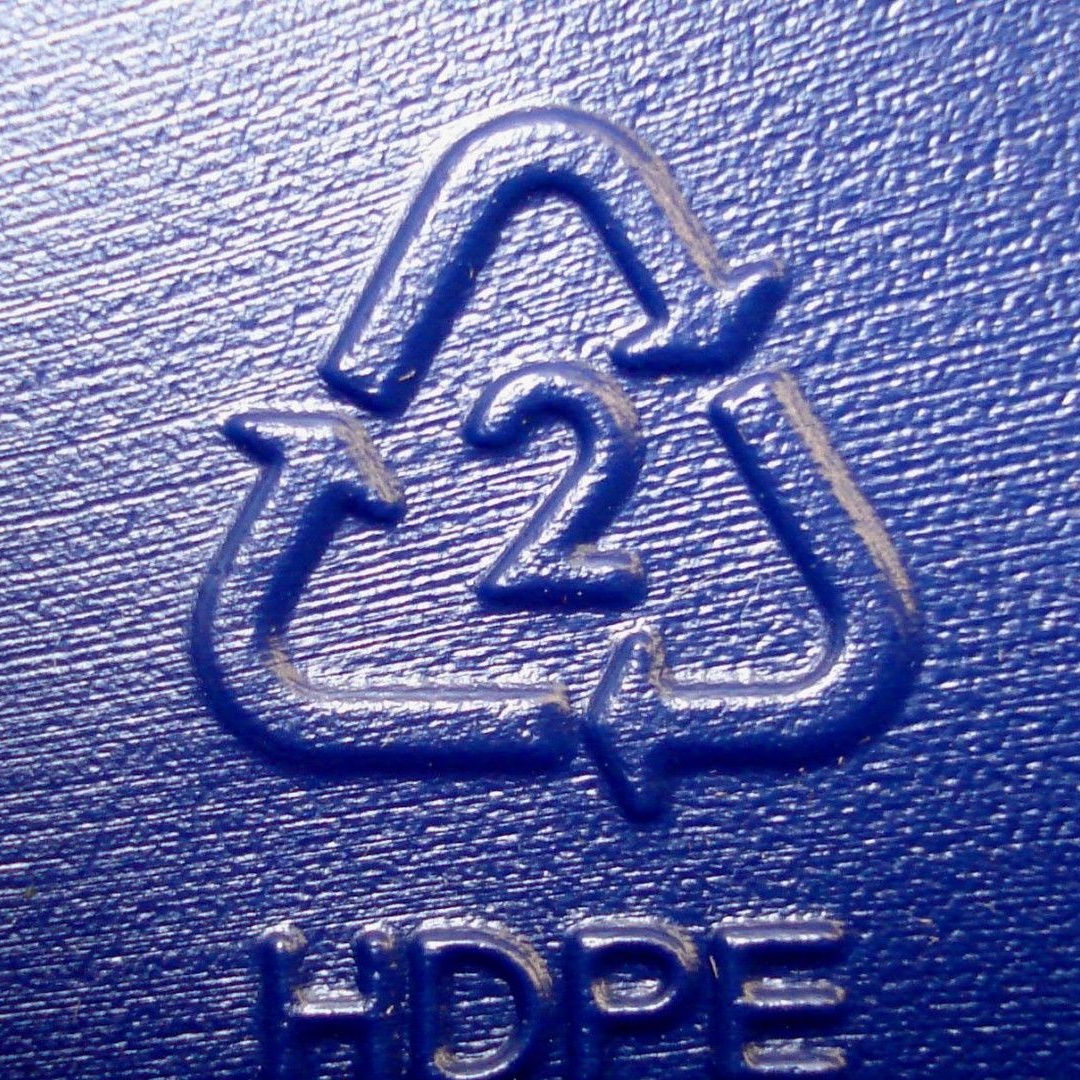


A cada contenidor de plàstic s’ha d’indicar el número i la carta de la marca del grau de plàstic a partir del qual s’elabora aquest o aquell producte. En aquest cas, el número 2 marcat amb HDPE (HDPE) es va indicar a les ampolles utilitzades per fer plomes. Això significa que aquest plàstic és capaç d'encendre i emetre fums nocius per al cos a altes temperatures. Per tant, tots els treballs relacionats amb el tractament tèrmic d’aquests materials s’han de realitzar a habitacions amb caputxa, ventilació i ben ventilades.
Per fer bolígrafs, primer heu de tallar el plàstic a trossos. És millor utilitzar un ganivet afilat per a això i, a continuació, col·locar el plàstic tallat en una liquadora per moldre el plàstic en peces encara més petites. A continuació, s’ha de posar el forn de resultants fet de plàstic al forn, prèviament escalfat a 165 ºC. A aquesta temperatura, cal assegurar-se que tota la massa de plàstic es fon fins a un estat transparent.
Pas segon: Afegir variacions de color




El temps en què s’ha de fondre el plàstic se selecciona de forma individual, depèn en gran mesura del volum i la forma del recipient en què es produirà la fusió. Per no espatllar el recipient per a la seva fusió i, posteriorment, no hi va haver problemes amb la separació del plàstic fos, l’autor va utilitzar el paper pergamí com a petxina exterior, ja que es tracta de paper pergamí que no s’adhereix al plàstic HDPE!
La quantitat de plàstic utilitzat per a la primera factura equivalia a 8-9 ampolles de plàstic en què abans hi havia llet. Per tal de fer el mànec, que serà d’aquest plàstic, d’aspecte més brillant i interessant, es van tallar diversos gorres de colors de mostassa i altres llaunes a la massa total. Com a resultat, la peça obtinguda d'aquesta manera tindrà vores afilades, és important recordar-ho i fer el treball amb guants posats.
Després d’afegir peces de colors, la mescla de plàstic es torna al forn durant una hora més. El millor és controlar la fusió del plàstic cada 30 minuts perquè no hi hagi problemes.
Durant el procés de fosa, l’autor va decidir torçar la peça existent diverses vegades. Aquest tipus de plàstic en estat precalentat s’assembla a un dolç suau de consistència, per tant és força fàcil torçar-lo o aixafar-lo. Aquesta manipulació donarà un patró similar a l'espiral al futur maneig. Com que el plàstic ha de ser prou calent durant la torçada, aquest treball també s’ha de realitzar estrictament amb guants.
Fora del forn, el plàstic es refreda i s’endureix força ràpidament, de manera que després d’amassar la peça es va tornar a enviar al forn.
Tercer pas: Creació d’un formulari en blanc


Mentre el plàstic es fon, l’autor va realitzar una forma de contraplacat, en el qual el blanc de plàstic es refredarà completament.
Les dimensions del motlle es van seleccionar de la següent manera: alçada 50 mm, amplada 50 mm, longitud 150 mm. Es van seleccionar les mides en funció dels paràmetres necessaris per a la preparació de la peça per a un processament més convenient en un torn. Cal evitar les butxaques d’aire quan aboqueu plàstic al motlle per refredar-se, per això cal aplicar la màxima força de tracció.
La peça es refreda durant aproximadament 12 hores, és a dir, després de 12 hores el plàstic es refreda completament dins del motlle, tot aquest temps ha de romandre en la forma estret per les pinces. Només així obtindreu una peça digna de qualitat per al seu posterior processament amb un torn.
L’endemà, desenrotllant la forma de fusta, l’autor va treure el buit de plàstic resultant. Va resultar tenir una mida de 3x5x15 cm, adequada per fer un mànec normal.
Pas quart: trituració i trituració







Com que seria més convenient utilitzar una peça amb costats iguals en un torn, l’autor va decidir tallar-la amb forma quadrada. Es va utilitzar una màquina circular per alinear la forma de la peça. Després d'això, la peça es va fixar al mandril del torn i es va convertir posteriorment a una forma cilíndrica.
Després de la trituració, es van trobar diverses cavitats petites dins de la peça. Aquestes cavitats són força fàcils d’arreglar amb un assecador de cabell i partícules de patates fregides. Les patates fregides s’han d’escalfar al forn sobre una làmina de pergamí a una temperatura de 165 graus durant diversos minuts. A continuació, la zona de problemes de la peça s'escalfa amb un assecador de construcció i les cavitats s'omplen amb plàstic preescalfat al forn.
Per obtenir el millor efecte, cal escalfar uniformement la peça i utilitzar una espàtula per empènyer les fitxes de plàstic més profundament cap a la cavitat de la peça. Omplint tots els buits amb encenalls i deixant la peça fresca durant un parell d’hores més, obtindràs una peça excel·lent per al mànec, que estarà lliure de defectes en forma de cavitats.
Cinquè pas: Acabat de mecanitzat i poliment


Després d’esperar el temps necessari perquè la peça es refredi completament, podeu procedir al procés posterior. Per tal que el mànec no es ratlli, heu de donar forma a la peça. Per a això, l’autor va decidir utilitzar paper de seda humit. Segons l’autor, el processament de plàstic HDPE no és gaire diferent del processat de peces acríliques. Per al processament, es va utilitzar paper de sorra amb gra fins a 12.000, així com les pastilles MicroMesh. Com que el HDPE és més aviat relliscós, el poliment amb només un gra serà més òptim i convenient.
Pas sisè: connecteu una eina o accessori sense cola



Després de rebre el mànec, es va produir un problema de fixació a la cullera, perquè el plàstic usat és difícil de colar fermament. Per tant, es va decidir arreglar el mànec d’una forma força inusual. Per començar, es va perforar un forat amb un diàmetre de 8 mm al lloc de fixar el mànec amb una cullera. A continuació, amb una torxa sobre propà, es va escalfar el fil de cullera. El mànec al punt de fixació va ser escalfat de nou per un assecador de la construcció.
És important no oblidar-nos de les mesures de seguretat, i tota la feina amb peces calentes s’ha de fer en guants de protecció.
Quan les dues parts es troben a una temperatura adequada, només cal agafar i cargolar la cullera directament al forat de la maneta. Aquesta fixació després del refredament de les parts serà força forta malgrat que no hi hagi parts o materials addicionals. Per tant, aquest mètode, segons l’autor, és el més acceptable i convenient.
Setè pas: Etapa final



Després de cargolar la cullera en un mànec de plàstic, l’autor la va treure de la màquina i la va polir manualment de nou. Es va obtenir una bonica i còmoda cullera fabricada en ampolles de plàstic reciclades.
