


El refredament per aigua, malgrat la relativa complexitat i la menor mobilitat, presenta diversos avantatges respecte al bufat de l’aire. Per a ús en e tecnologia, això és principalment una major eficiència tèrmica, l’absència o el soroll radicalment menor (ventiladors), la mida compacta dels intercanviadors de calor per a l’eliminació de calor, la possibilitat d’eliminar convenientment l’intercanviador de calor “donant” fora del cos (habitació, edifici) del dispositiu.
El refredament per aigua es pot aplicar en alguns casos en dispositius estacionaris que tinguin peces que generen intensament calor i que necessiten refrigeració. En tecnologia electrònica, pot ser etapes de sortida de transmissors, amplificadors potents (SP) que treballen a la classe A, electrònica de potència. Una tasca comú és l’ús del refredament d’aigua per a la unitat del sistema d’un ordinador personal. Aquest últim permet reduir enormement el soroll dels ventiladors de l'instrument, la penetració de pols a la carcassa de l'instrument i augmentar l'eficiència del refredament.
A la venda, hi ha dos conjunts de dissenyadors preparats que permeten substituir els ventiladors habituals de la unitat del sistema per llaunes, mànegues, bombes i components d'aquests sistemes per separat. Aquí es proporciona la tecnologia de fabricació senzilla i còmoda de l’element més car i complex, un intercanviador de calor, per a l’eliminació de calor. La tecnologia permet a casa les condicions, sense accés a maquinària, fan que sigui un eficient intercanviador de calor en miniatura. La preparació per a la soldadura i la soldadura en si són molt senzilles. No és necessari un muntatge fi de peces petites. La configuració de l’intercanviador de calor es pot adaptar fàcilment a la tasca actual. També es faciliten els requisits de materials: no calen lingots massius d’aliatge de coure, només n’hi ha prou amb una placa d’uns quants mil·límetres de gruix.
El que calia per funcionar.
Eines
Un conjunt d’eines de banc, tisores metàl·liques, de serra Un trencaclosques de joieria amb accessoris us va ser útil, però podeu arribar-hi. Eina de marcatge. Es va utilitzar un petit cremador de gas per soldar.
Materials
Billets de coure de xapa de ferro, llautó. Tubs de diàmetre adequat. Paper de lija, soldadura, flux per a soldadura.
Aquí es mostra la fabricació d’un conjunt d’intercanviadors de calor per a la unitat del sistema d’un ordinador personal (processador, targeta de vídeo). Les dimensions dels intercanviadors de calor van ser dictades per les fixacions dels radiadors estàndard amb bufat. Les muntanyes de trofeu es van utilitzar al màxim en el nou disseny. La configuració dels broquets es va determinar per la conveniència de connectar-se amb mànegues. Segons el diàmetre de les canonades de connexió de la bomba de circulació, el diàmetre de les mànegues és de 10 mm.
Com a base de l’intercanviador de calor: les soles adjacents al xip, es va utilitzar una placa de llautó de 2,5 mm de gruix. Després de marcar-lo, es van tallar dues billetes rectangulars amb una serradura. Els extrems de les peces estan alineats amb un fitxer, les vores afilades són sordes. Per diversos números de pells petites, els plànols de la peça es processen. El lateral amb un mínim de rascades s'assigna exteriorment al CHIP; és millor marcar-lo amb un bolígraf d'alcohol.


Totes les altres parts dels intercanviadors de calor són força acceptables per realitzar a partir d'un metall molt més prim, gairebé làmina. Amb un muntatge volumètric rígid mitjançant soldadura, el disseny és molt fort i fiable. Aquí s'aplica una làmina de llautó de 0,2 mm de gruix En funció del diàmetre de les mànegues i canonades de connexió, l'alçada de l'intercanviador de calor va adoptar 10 mm A l’intercanviador de calor del processador, l’alçada d’11-12 mm es va deure al muntatge utilitzat. A l’intercanviador de calor CHIP de la targeta de vídeo, el tub d’entrada es feia convenientment en un extrem pla. El forat de la cinta va ser marcat amb una brúixola-compàs i serrat amb una fitxa de trencaclosques núm. 6. Els forats restants per als broquets dels taps plans es fan de la mateixa manera.


Les canonades en sí estan fetes de trossos d’un tub de coure de crom procedent de la fontaneria antiga.
Després d'un desemmotllament minuciós (per soldar), la tira de llautó de les parets laterals baixes es plega amb una mena de caragol al tub de la canonada. A continuació, es forma un cargol de l’intercanviador de calor, de manera que al principi i al final hi ha suficient espai per a les canonades i les parets no es tanquen massa i no sobresurten més enllà de les vores de la sola. Pel nombre de revolucions, en certa mesura es pot regular la quantitat de calor transferida al refrigerant (aigua). En general, treballem de forma intuïtiva: com més gran sigui la superfície que necessita refrigeració i més s’escalfa, més voltes es requereixen.

Quan es soldava, s’utilitzava un flux de “fontaneria” per soldar un tub de coure amb un cremador. Està dissenyada per a una soldadura de coure sense estany, sense plom, però funciona perfectament amb una soldadura de plom normal de llauna, molt útil: aquesta és força més barata. Probablement podeu utilitzar fluxos inorgànics líquids, el mateix "àcid soldador" (clorur de zinc). El colofí i la colofonia basats en aquesta no s’han d’utilitzar per soldar amb flama oberta; s’encenen fàcilment, fins i tot si s’escalfen des de la part posterior, després de cremar-se, deixen el sutge dificultant la soldadura.

Després d'aplicar el flux, la cinta enrotllada s'ha de prémer fermament sobre la base. Per fer-ho, necessiteu una placa tecnològica i un parell de pinces de metall o un pes. Dins del contorn, col·loqueu uniformement petites peces de soldadura. Aquí hem utilitzat POS-60 en forma de filferro de 2,5 mm de gruix. El va tallar amb talladors en partícules de 5 ... 7mm.

Escalfem fins que la soldadura es fongui i estrenyi completament el contorn de la nostra tanca de caragol. Entre la planta i la paret. Cal recordar que la soldadura flueix a un lloc amb una temperatura més elevada. Si la soldadura no està inclosa en una determinada zona, podeu ajudar-la tocant-la o colpejant-la amb una branca de la soldadura “externa”. No heu d'escalfar la peça durant molt de temps: el flux es crema i deixa de funcionar.En aquest cas, cal refredar la peça, desmuntar-la, netejar-la i repetir-ho tot. Però amb una neteja acurada de superfícies i força flux, tot funciona molt bé.


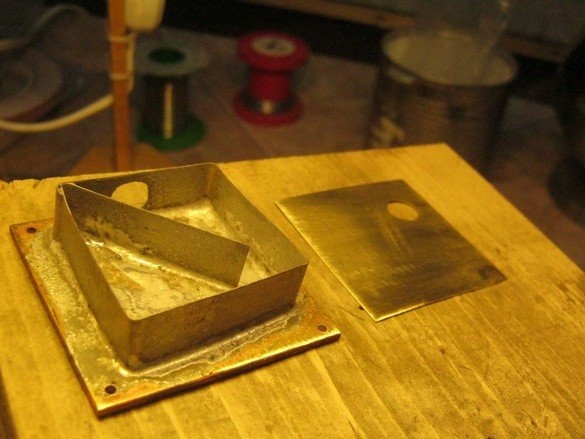
Vaig tallar una tapa del mateix paper de llautó gruixut, vaig marcar i vaig veure dos forats per als broquets amb un trencaclosques de joieria. La forma de la tapa és rectangular en forma de la sola. Resulta més estèticament i més convenient tallar. Si el material no és especialment costós (paper gruixut), us recomano aquest formulari. Per cert, el meu paper de 0,2 mm es talla amb èxit amb unes tisores grosses de sastre gros, tot i que les especials per a metall segurament són més convenients.

Després de fabricar el blanc de la coberta superior, netegeu-lo amb cura i apliqueu-hi flux. A la tapa i a les vores superiors de la còclea. A dins hi tornem a posar les peces de soldadura, tot junt i tombem la tapa cap avall. Per si de cas, podeu agitar el blanc del conjunt de l’intercanviador de calor de manera que les peces de soldadura, que probablement s’enganxen a les parets o al sostre (pasta gruixuda) cauen a la part inferior (coberta). De nou escalfem el cremador, si cal, fem una barra de soldadura fora. Deixeu refredar.


La neteja de l’intercanviador de calor es va netejar acuradament amb una fina paperera i es van preparar un parell d’accessoris de mànega. Com que les meves peces són de lampisteria cromada, és millor tirar les vores per soldar-les al coure. La soldadura al recobriment no és pitjor, però la resistència d’una connexió serà menor, els recobriments, a més, tendeixen a desgranar-se.

La vaig veure amb una serra de metall, la vaig netejar, hi vaig posar un flux i vaig embolicar un anell de soldadura a cada muntatge.

Quan s'escalfa acuradament amb una petita flama del cremador, perquè la resta no es dissolgui, la soldadura es fon, es llisca cap avall amb un corró pur. És millor escalfar el muntatge i, després de fondre la soldadura, una mica i una tapa al seu voltant.
Després que l’intercanviador de calor s’hagi refredat completament, tot el que hi ha disponible s’ha de rentar completament del flux amb aigua tèbia i un raspall dur. S'haurà de rentar el flux a l'interior: després de muntar el sistema de refrigeració tancat, heu de canviar l'aigua 3-4 vegades, per exemple, cada 2 dies de funcionament. Això és exactament el que aconsella el fabricant de flux en el cas d’instal·lar el subministrament d’aigua de coure.

L’intercanviador de calor del xip de la targeta de vídeo és menor, la configuració simplificada de la còclea interna i la ubicació dels accessoris. Un altre mètode de fixació és amb quatre cargols carregats de molla estàndard. En general, la tecnologia és completament similar.

Conclusions
La pràctica ha demostrat fiabilitat, disponibilitat i eficiència del disseny suficient. Juntament amb la simplicitat de fabricació, sembla que la tecnologia és força raonable i es recomana per a la seva repetició.
Cal dir algunes paraules sobre la selecció de materials. Com que es requereix una bona conductivitat tèrmica (soles), és millor utilitzar aliatges de coure o coure, entre altres coses, això simplificarà l’elecció dels fluxos per a la soldadura. També ha de ser, per descomptat, exclòs del disseny de metalls que formen una parella galvànica amb coure.
Babay Mazay, gener de 2019