
Avui ens traslladarem al llunyà Barnaul al taller de joieria, on Timothy us mostrarà amb la major quantitat de detalls possible com es va crear una versió especial de fan de l’anell per al canal AlexGyver.

El mètode de fabricació més comú en joies altes de genoll és la colada de cera perduda de cera. En conseqüència, el model primer es fa de cera, l’anomenada cera, i després s’elabora el motlle. Per a la fabricació de ceres que s’utilitzen cera de joieria comprada per modelar. És més convenient començar a treballar amb trossos de cera, que es poden fer a partir d’un cercle obtingut abocant cera sobre un full de paper.

La cera amb soldadura s’aplica sobre un dit metàl·lic del diàmetre necessari per a l’anell. El dit s’embolica en una làmina per eliminar més fàcilment la cera en el futur.
Per tallar la cera s’utilitzen incisius, a Timoteu es fan a casa. Ampli i pla per treure gran quantitat de material i crear una forma, una agulla per a un bon treball i un gravat, i una cullera tubular per al treball universal i la deposició de cera, que es mostrarà més endavant.


La seqüència de processament de la peça és la següent: primer, traieu l'excés de gruix de la cera. Els xips s’utilitzaran per a la posterior modelització, construint el model on serà necessari. I després comença el tallat de cera en si mateix, el marcatge de les lletres i el patró. Com ja sabeu, això és art, i si no us el donen, llavors no us ajudaran cap instrucció. El càsting i el modelatge són un procés creatiu, però, alhora, en l'època de la tecnologia moderna, es pot saltar aquesta etapa imprimint models en una impressora 3D.



Quan es realitza el marcatge de la imatge i de les lletres, les línies s’aprofundeixen gradualment i es treuen fragments sobrants del fons. I després d’un temps no determinat, el model es torna semblant al que podríeu veure al dit de l’autor del canal AlexGyver. Després es treu el dit de ferro, el paper també. El següent és un procediment opcional per prendre un motlle a partir d'un model. El motlle permet fer ràpida cera i replicar el model, per exemple, per a ventiladors. Però, al mateix temps, fins i tot en la fabricació d’un sol producte, una cera proporciona un motlle i, per tal de no enroscar-lo, també podeu fer una impressió per si de cas, així es guardarà al joc o programa.
El model s’aboca amb cautxú líquid, per exemple, PentElast-718, que actua com un epoxy i cura quan s’afegeix un catalitzador. El motlle per crear una impressió és de plastilina. Per millorar la transferència de peces petites, la cera també es revesteix amb cura amb cautxú, i després es submergeix al motlle. Després de curar, es neteja la impressió i es desmunta tot, es talla la impressió.



Ara, la cera es pot tornar a abocar al motlle, directament fondre-la i enrotllar-la amb una soldadura. I obté un altre model, que per descomptat requereix una mica d’afinament, però en tot cas és centenars de vegades més ràpid que tallar-ne un de nou. Per cert, s’utilitzarà una còpia obtinguda d’un motlle per fer un anell metàl·lic. Comença la preparació del motlle. La plantilla es fixa en trossos de filferro sobre un hemisferi de cera tova o plastilina. Més endavant en el motlle es convertiran en canals per a portes metàl·liques. En el cas d’aquest anell, no han de tenir més d’1,5 mm de diàmetre. La colada és un procés llarg i energètic, per la qual cosa s'obren diverses formes alhora i en cadascun dels models.



Des d’un bol amb cera fos, s’escampa la cera sobre els avets per connectar-los entre si. Això és necessari per assegurar el flux i la cristal·lització correctes del metall al vapor. El següent és el procés de conformació (o modelat). L’arbre de foneria resultant s’ha de rentar de brutícia i greix i fixar-lo en una canonada d’acer, on s’omplirà de guix refractari. Un tub és un bastidor, s'anomena matràs.
Els models es renten en tintura d’arç, en sabó i després en aigua neta. Utilitzant cinta adhesiva, les parets de la canonada augmenten. El guix es cria d’acord amb les instruccions.
No n’hi ha prou amb omplir-lo, cal treure-li completament totes les bombolles, en cas contrari el metall fos les omplirà i el producte es cobrirà amb una gran quantitat de boles petites que no es podran treure per tot arreu i la imatge del model es farà malbé.

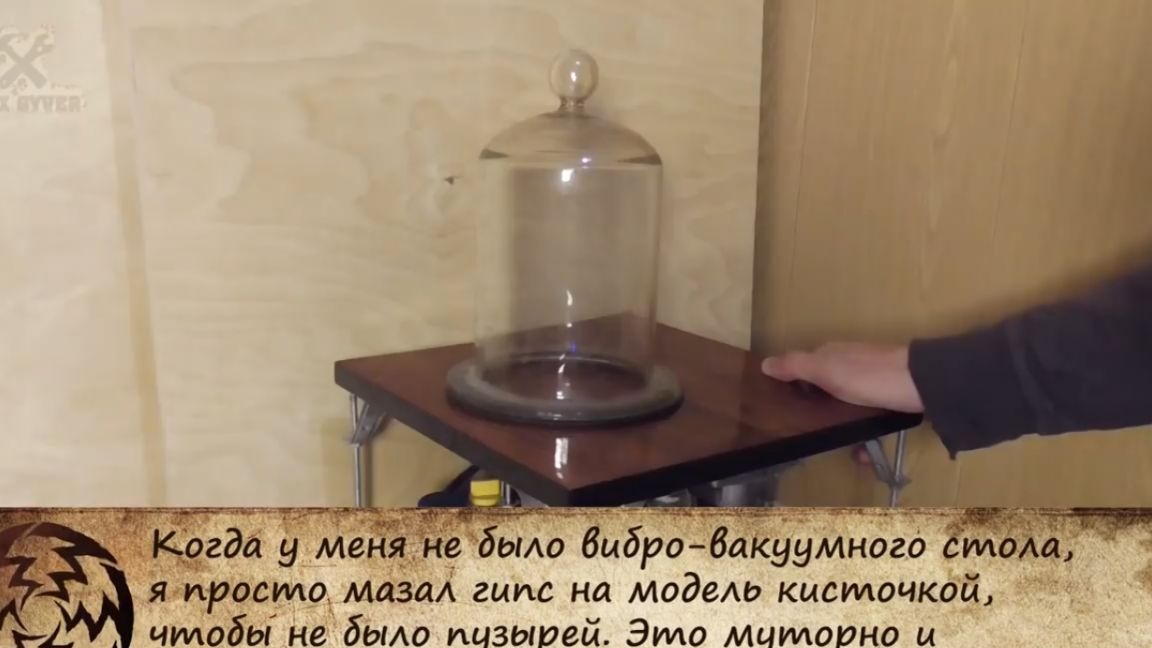
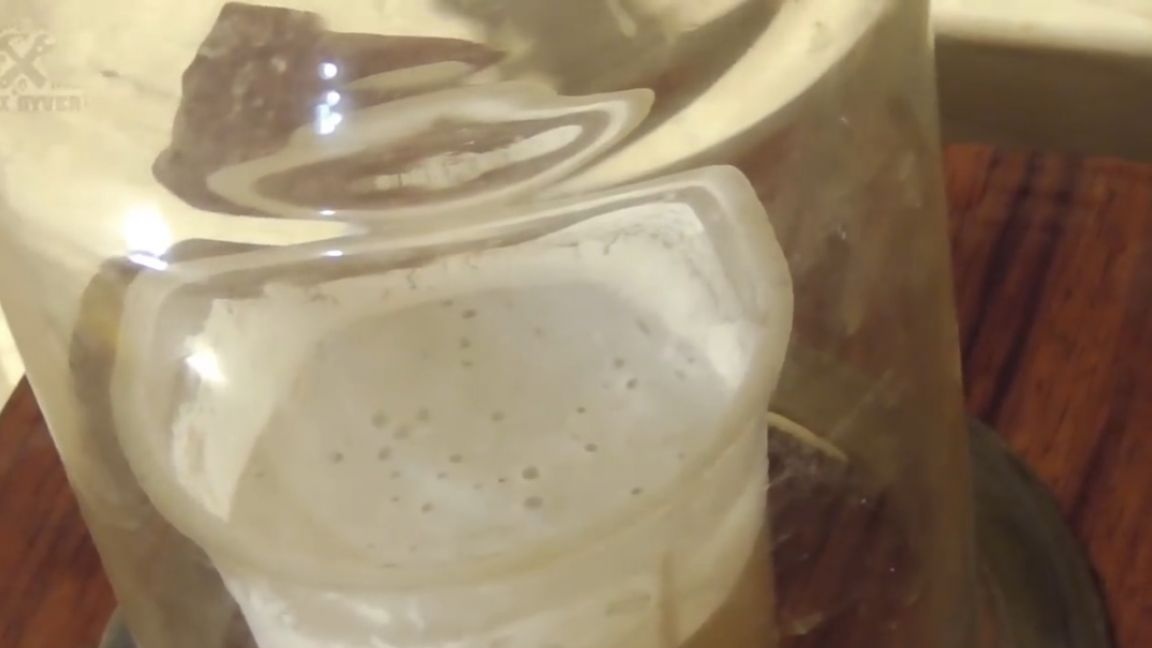
La bomba bomba aire per sota de la caputxa i el taulell vibra del motor amb un excèntric. Així, totes les bombolles es treuen i es buiden del gipó. El guix es barreja en el temps, perquè el procés és molt limitat. El guix no és només la brutícia que s’asseca. En amassar, és líquid i s’aboca com el kefir, però al cap de 8-10 minuts s’endureix, ja que hi ha una reacció química. Si ho barregeu més en aquest estat, generalment quedarà farinetes per sempre.
Al buit, el guix bull, surt d'aire. Primer s’evacua el lot, després s’aboca als matràs i es torna a buidar de nou. Tot això s’ha de fer en 8 minuts. Al matràs, el guix torna a bullir i puja, i per això necessitem cinta adhesiva. S'aboca el matràs a la part superior i el gipó pot començar a sortir. Una hora o dues després del modelat, el guix ja és sòlid, es pot processar mecànicament.
Els matràs s’imprimeixen, s’elimina la cinta adhesiva, l’alimentació és de plastilina i es treu el filferro. Això obre els avets que condueixen al model. Els plantilles ja han complert la seva missió, passant la seva forma a guix. Tot això, no hi ha marxa enrere, el model de cera s’ha convertit en un pou de cera, ara cal treure aigua de les formes, allà és gairebé un terç en pes.
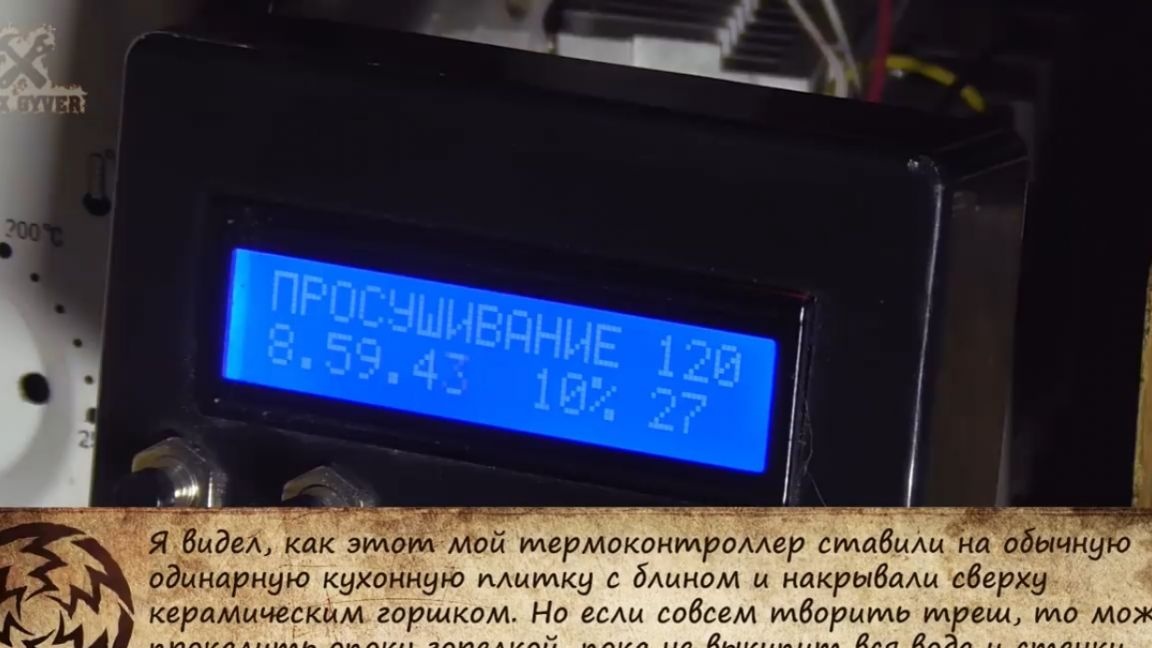
Les formes són súper crues ara, no només s’han d’assecar, sinó calcinar perquè tota l’aigua surti de la gelosia de cristall de guix. Per fer-ho, el forn ha de pujar gradualment la temperatura fins a 730-750 graus i baixar-la lleugerament abans de colar. Això ho fa el controlador de temperatura. El càlcul sota la supervisió d’un regulador de temperatura triga 9 hores.

La colada es realitzarà a pressió d’inèrcia i la forma es fixa en un dispositiu especial d’alta tecnologia. Qualsevol ferralla d’argent s’utilitza com a metall i es fon amb un cremador normal.
S’afegeix àcid boric regular (venut a la farmàcia) al metall calent. Es converteix en un film d’oli, que cobreix el metall i el protegeix de l’oxidació, absorbeix escòria i neteja la fosa, en general, realitza les mateixes funcions que amb la soldadura convencional. L’àcid bòric, per cert, produeix una flama verda.


A continuació, per a la fiabilitat, hi ha un segon flux: es tracta del tetraborat de sodi (aka borax), fa tot el mateix que hauria de fer un flux regular.El metall en fusió es barreja amb un raig de titani. Per cert, el metall no s’aboca als pols per si sol, perquè la tensió superficial que l’enrotlla en una bola de mercuri impedeix que es vessi al passadís prim del sistema de fosa. Per això, es fan primes de manera que es pot fondre i preparar el metall i només després s’omple tota la massa alhora.
A continuació es presenta un procés de modelat per injecció en el qual una força d’inèrcia obstrueix el metall dins del motlle. Per molt boig que sembli, aquest mètode es practica fins als nostres dies, tot i que els amos prefereixen fer servir instal·lacions de carrusel més estacionàries. Per exemple, les corones dentals s’aboca a aquestes i tothom és feliç. El metall cristal·litza a pressió: això li dóna les millors característiques. A continuació, s’elimina la fosa i es neteja de guix.
Es procedeix a la tramitació del buidatge. Després de mossegar o serrar els pols, s'ha de cremar la fosa en vermell calent per alleujar la tensió del metall i netejar el motlle del sutge. Després de la calefacció, la colada es submergeix en una solució d’àcid cítric d’aliments ordinaris d’una botiga de queviures i es bull tot el fet amb un cremador. Quan l’àcid cítric bull, actua com un àcid real: es corroeix i esborra l’excés del metall, la plata es torna blanca.

Comencem el processament amb un trepant amb un drap gruixut - 600, i avancem cap a una disminució del gra. Va aparèixer un defecte en el càsting: ha arribat el moment, s'ha de segellar amb soldadura de plata. El producte es col·loca sobre una rajola refractària, el lloc de soldadura al foc es cobreix amb una solució del mateix bòrax i àcid bòric. El flux fa un recobriment blanc, que després de la fusió proporciona una soldadura neta.

Amb una corretja fina de titani (es diu així), es captura una peça de soldadura de plata amb un contingut de plata del 72% i es posa en marxa.

Es segueix polint per donar una brillantor a la superfície i, a continuació, es realitza un negre o oxidació, el procés d’envelliment artificial en una solució de fetge sulfúric.
Un polsim de pols es fon fins que esclata, després s’omple d’aigua i es porta a ebullició. En la solució resultant, la plata s’ennegreix en segons.

L’anella està a punt. Així va ser com el model original de cera es va convertir en un anell de plata brillant.
Gràcies per la vostra atenció. Ens veiem aviat!
Vídeo: